13-4. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ
а) ВИДЫ, РАСПРОСТРАНЕНИЕ И ПРЕИМУЩЕСТВА ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ
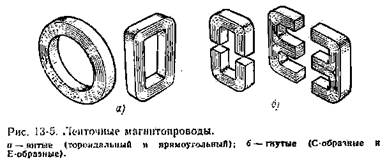
Форма ленточного магнитопровода в зависимости от его назначения может быть тороидальная, квадратная, прямоугольная, С-образная и Е-образная (рис. 13-5) .
Ленточные магнитопроводы делятся на две группы — витые и гнутые. В свою очередь витые ленточные магнитопроводы бывают неразрезные и разрезные. Неразрезные ленточные магнитопроводы имеют лучшие магнитные характеристики, чем разрезные, примерно на 5 — 10%, так как в последних неизбежны воздушный зазор и частичное замыкание торцов. К недостаткам неразрезных магнитопроводов относятся сложность и большая трудоемкость намоточных работ и сравнительно малый коэффициент заполнения окна.
Ленточные магнитопроводы применяются для магнитных усилителей (больших мощностей) и для ряда электромагнитных аппаратов бесконтактных элементов автоматики.
Основные преимущества намотанных из ленты магнитопроводов следующие:
1) благодаря меньшим зазорам между магнитопроводящими частями магнитопровода требуется меньшая мощность намагничивания, чем при пластинчатых магнитопроводах;
2) витые ленточные магнитопроводы имеют меньшие потерн;
3) при изготовлении ленточных магнитопроводов расширяется возможность механизации и автоматизации технологических процессов.
б) ОСОБЕННОСТИ ТЕХНОЛОГИИ ЛЕНТОЧНЫХ ВИТЫХ МАГНИТОПРОВОДОВ
Витые ленточные магнитопроводы изготовляются навивкой ленточного ферромагнитного материала на специальных станках. Определенная форма магнитопроводу придается с помощью специальных приспособлений (оправок), укрепляемых на шпинделе намоточного станка. Торцы разрезных магнитопроводов подвергаются тщательному шлифованию. В месте стыка двух половин добиваются минимального воздушного промежутка.
Типовая технология изготовления ленточных питых магнитопроводов включает следующие операции:
1) контроль материала на соответствие техническим условиям;
2) разрезание материала на ленты необходимой ширины;
3) зачистка лент от заусенцев;
4) обезжиривание ленты;
5) нанесение изоляции;
6) навивка магнитопроводов;
7) термообработка магнитопроводов;
8) разрезание магнитопроводов;
9) шлифование торцов магнитопроводов;
10) контроль электрических и магнитных свойств магнитопроводов.
Рассмотрим основные операции типовой технологии. Резка ленты. Разрезание материала па ленты производится многодисковыми ножницами, схема которых приведена на рис. 13-6. В процессе работы ножниц ножи вращаются навстречу друг другу, материал затягивается и разрезается на ленты необходимой ширины.

Обезжиривание и зачистка ленты. Загрязненные участки ленты не позволяют создать хорошего изоляционного слоя. Вполне понятно, что при плохой изоляции ленты в магнитопроводе будут появляться короткозамкнутые витки и, следовательно, возрастут потери на вихревые токи.
Лента магнитопровода, как правило, обезжиривается и очищается от заусенцев на специальной установке. Обезжиривание происходит в ваннах с электролитом, а заусенцы снимаются абразивным кругом или электрополировкой.
Нанесение межвитковой изоляции и навивка магнитопровода. Существует несколько способов нанесения изоляции на ленту магнитопровода. Наибольшее применение получил электрофорезный способ. Для нанесения межвитковой изоляции в ленточных магнитопроводах способом электрофореза применяют следующие составы:
1) суспензный раствор кремниевой кислоты в ацетоне;
2) суспензионный раствор окиси магния в четыреххлористом углероде;
3) раствор каолина в воде.
Сущность электрофорезного способа состоит в том, что при наличии разности потенциалов в жидкости (суспензии), в которой частички порошка находятся во изношенном состоянии, наблюдаются движение последних к электроду и осаждение их па его поверхности. В данном случае этим электродом является лента магнитопровода.

На рис. 13-7 изображена схема установки для навивки магнитопроводов с одновременным нанесением изоляции.
Установка работает следующим образом. Рулон обезжиренной и зачищенной ленты надевают на ось / размоточной бобины и прижимают рычагом тормозного устройства 2. Ленту пропускают через фетровый прогиб 3, цапну с ацетоном 4 и демпферное устройство с динамометром 5 для контроля усилия натяжения ленты. Далее лепта направляется в катафорезную ванну 6, где ее пропускают между пластинами катода 7. Для просушки лента проходит между сушильными соплами 8, к которым через маслоотделитель подводится горячий воздух от калорифера. Толщина и плотность изоляционного слоя определяются выбранным режимом навивки, зависящим от концентрации суспензии, скорости прохождения ленты и плотности тока. Регулируют и контролируют ток ванны реостатом и миллиамперметром 16. Готовый магнитопровод снимают с оправки и проверяют его омическое сопротивление.
Термообработка магнитопроводов. Наибольшее распространение получил отжиг, который снимает внутреннее напряжение, возникающее при разрезании ленты и се намотке.
После термообработки магнитопроводы, как указывалось выше, не должны подвергаться ударам, затяжке и другим механическим воздействиям.
Пропитка витых магнитопроводов. Пропитка некоторых витых магнитопроводов производится с целью скрепления витков и их изоляции между собой с сохранением заданной формы.
Для пропитки применяются клей, например лак 321, клен БФ-4. Пропитка производится в специальной установке с использованием вакуума и избыточного давления, при чередовании которых обеспечивается высококачественная пропитка магнитопроводов.
После пропитки магнитопровод для полимеризации пропиточного состава просушивается при температуре, заданной производственной инструкцией.
Разрезание магнитопроводов производится в специальном приспособлении с использованием фрезерования — дисковой фрезой или абразивным дисковым кругом с подачей, обеспечивающей допустимую шероховатость обработки.
Шлифование торцов. После разрезания магнитопроводов на торцах остаются неровности, которые приводят к образованию зазоров при сборке двух половин сердечников. Для уменьшения зазоров торцы шлифуют. Применятся как абразивная, так и анодно-механическая шлифовка.
Контроль электрических и магнитных параметров магнитопроводов. У готовых магнитопроводов проверяют потери энергии (на гистерезис и вихревые токи), а также индукцию, магнитную проницаемость и ток холостого хода на специальных приборах.
Технология и оборудование производства электрической аппаратуры - Технология изготовления ленточных магнитопроводов
- Подробности
- Категория: Оборудование
Содержание материала
Страница 55 из 89
- Вы здесь:
- Главная

- Книги
- Оборудование
- Технология и оборудование производства электрической аппаратуры