Часть третья
ТЕХНОЛОГИЯ ТОКОВЕДУЩИХ ЧАСТЕЙ И МАГНИТОПРОВОДОВ
Глава десятая
МНОГОАМПЕРНЫЕ КАТУШКИ, ЖЕСТКИЕ И ГИБКИЕ ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ
10-1. ОБЛАСТИ ПРИМЕНЕНИЯ И ОБЩНОСТЬ ТЕХНОЛОГИИ
Многоамперные катушки применяются в различных аппаратах: контакторах, силовых контроллерах, токовых первичных реле, воздушных автоматических выключателях и др.
Жесткие соединительные выводные провода и шины (перемычки и вывод) изолированные и голые применяются в аппаратах со сложной схемной коммутации, например в панелях управления, контроллерах, реостатах, комплектных распределительных устройствах (КРУ) и в других комплектных аппаратах.
Гибкие соединения из кабеля и тонкой ленты применяются во многих аппаратах, имеющих подвижные контакты, например в контакторах, контроллерах, воздушных автоматических и некоторых масляных выключателях, а также в других аппаратах.
Все эти различные по названию и конструкции элементы аппаратов являются токоведущими деталями. Они изготавливаются главным образом из цветных металлов. На их концах должны быть контактные поверхности. Указанные общие свойства и объединяют эти элементы аппаратов по технологии их производства в одну группу.
10-2. КОНСТРУКТИВНЫЕ ФОРМЫ И МАТЕРИАЛЫ
По конструктивно-технологическим признакам и применяемым материалам многоамперные катушки и жесткие и гибкие соединения можно классифицировать на следующие виды,
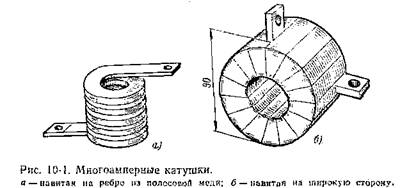
Шинные катушки (рис. 10-1). Материалом для шинных катушек в течение многих лет являлась шинная прямоугольная мягкая (отожженная) медь марки Ml;
следует в целях экономии меди расширять применение шинного алюминия марки А1-1.
Катушки, наматываемые «на ребро», т. е. на узкую сторону шины, когда соотношение размеров наружного и внутреннего диаметров витка велико и приближается к 2 : 1 или становится еще большим, изготовляются из специального полосового материала трапецеидального сечения (рис. 10-2), благодаря чему приблизительно получаются одинаковые расстояния между витками катушки по внешнему и внутреннему диаметрам.
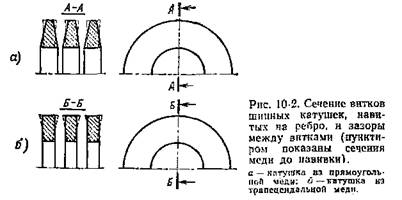
На рис. 10-2 изображен разрез по трем виткам катушек, намотанных на ребро из прямоугольной и трапецеидальной полос. В процессе намотки - внешние слои материала витка растягиваются. Поэтому в этом месте ширина сечения уменьшается, внутренние же слои, наоборот, сжимаются, а ширина сечения увеличивается. В результате намотки трапецеидальная форма сечения превращается в прямоугольную.
Для катушек с изоляцией (рис. 10-1,6) применяются такие же изоляционные материалы, как и для катушек из обмоточных проводов.
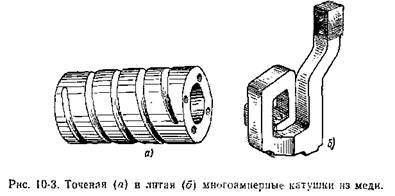
Катушки, получаемые механической обработкой резанием (рис. 10-3,а). Длинные катушки с значительным сечением витков при небольшом объеме производства - можно изготовлять путем механической обработки резанием из круглых холоднотянутых, горячекатаных и прессованных медных прутков марки Ml, а также из поковок, выполненных из медных слитков марки Ml.
Литые катушки (рис. 10-3,6). Дугогасительные катушки, имеющие малое число витков (один-два) большого сечения, можно выполнять литыми по выплавляемым моделям из медных слитков марки Ml.
Соединительные шины, перемычки и выводы (рис. 10-4). При номинальных токах, начиная с нескольких десятков ампер, когда необходимо иметь проводники большого сечения, внутренние соединения в электроаппаратах выполняются часто в виде шин. Для их изготовления применяются полосовые шинные материалы:
медь, алюминий, низкоуглеродистая машиноподелочная сталь — лента или полоса.
Медные шины с целью экономии меди следует стремиться заменять там, где можно, алюминиевыми и стальными.
Соединительные провода, кабели (рис. 10-5), круглые шины. При номинальных токах в пределах от долей до нескольких десятков, а иногда и сотен ампер внутренние электрические соединения аппаратов выполняются из круглых медных и алюминиевых проводов, а также кабелей. Наиболее употребительные из них приведены ниже.

Голый медный и алюминиевый провод. Часто для предотвращения электрических замыканий провод изолируется поливинилхлоридными или лакированными хлопчатобумажными трубками.
В аппаратах с резисторами, имеющими высокую рабочую температуру, соединительные провода изолируются бусами из стекла, фарфора или другой керамики.
Установочные провода. В несложных схемах применяются установочные медные и алюминиевые провода с резиновой изоляцией и пропитанной оплеткой черного цвета. В сложных схемах целесообразно применять разноцветные монтажные провода. В аппаратах с резисторами, имеющими высокую температуру, в некоторых случаях целесообразно применять нагревостойкий провод с асбестовой изоляцией взамен голого провода, изолируемого бусами, которые при сильной тряске и ударах разбиваются.
Гибкие соединения (рис. 10-6, 10-7) устанавливаются между двумя токоведущими деталями, из которых одна (обычно контакт, размыкающий и замыкающий электрическую цепь) перемещается в пространстве относительно другой.
Контактные (кабельные) наконечники соединительных проводников и кабелей (если они применяются) изготовляются из листовой латуни или меди, из медных и алюминиевых труб, а также литые из латуни и алюминия (при алюминиевых проводах).


10-3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Процессы изготовления многоамперных катушек, жестких и гибких электрических соединений являются несложными: они имеют небольшое число операций и переходов.
Типичными операциями для большинства рассматриваемых изделий из шинных материалов, кабелей и проводов являются следующие:
1) правка, отмер и отрезка;
2) формообразование — навивка, гибка, наложение изоляции и др.;
3) оконцевание — образование на концах детали контактных поверхностей в результате соответствующих операций (пробивка или сверление отверстий, механическая и химическая очистка, нанесение металлических покрытий и др.), а у изолированных деталей, кроме того, закрепление изоляции у концов.