11-7. СУШКА КАТУШЕК
а) НАЗНАЧЕНИЕ И ОБЩИЕ ВОПРОСЫ СУШКИ
Главной задачей при совершенствовании технологических процессов сушки является их интенсификация, которая заключается в сокращении времени сушки.
Время сушки катушек перед пропиткой и после каждой пропитки зависит от материала изоляции обмоток катушек, применяемых для пропитки лаков, способа сушки, а также температуры, при которой она происходит.
Установлено, что с увеличением температуры сушки ускоряется выделение растворителя и влаги из обмоток. Однако с повышением температуры быстрее старится изоляция. Поэтому температура сушки катушек не может быть произвольной, допустимая наибольшая температура определяется классом нагревостойкости.
Качество пропитки и сушки катушек проверяют по сопротивлению изоляции, которое должно соответствовать указанной в технологической инструкции [11-5].
б) СУШКА ПЕРЕД ПРОПИТКОЙ
Перед пропиткой сушка применяется для удаления из пор изоляции влаги, препятствующей проникновению лака в капилляры и поры обмоток. В связи с этим катушки помещают в сушильный шкаф, где при соответствующей температуре осуществляют их просушивание с освобождением от влаги (воды).
Наибольший эффект удаления влаги из катушек достигается при вакуумной сушке вследствие испарения влаги (воды) при температуре ниже 100°С.
Катушки, подвергаемые пропитке в водоэмульсионном лаке, не просушиваются.
в) СУШКА ПОСЛЕ ПРОПИТКИ ЛАКАМИ
Процесс сушки после пропитки разделяется на две стадии: удаление паров и полимеризацию лаковой пленки.
У большинства пропиточных составов удаление растворителей происходит в процессе разогрева до температуры сушки. Растворители бензол, ксилол, толуол;
уайт-спирит и некоторые другие удаляются при температуре не выше 80°С.
Кремнийорганические лаки характеризуются ступенчатой температурой сушки: 110 — 130°С — для удаления растворителя и 180 — 190°С — для запечки пленки лака.
г) ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СУШКИ
Конвекционная сушка производится в специальных печах. Теплота подвергающимся сушке катушкам передается циркулирующим в печи воздухом, нагреваемым при прохождении через калорифер печи.
При конвекционном способе разогрев катушек происходит с поверхности. Образующаяся при этом пленка затрудняет испарение из-под нее растворителей. Такой метод сушки является самым длительным.
В настоящее время существует большое количество различных конструкций сушильных печей и устройств [11-2]. Независимо от конструкции сушильного агрегата в нем обязательно должно быть предусмотрено устройство принудительной циркуляции воздуха с регулировкой подвода и отвода его из сушильного агрегата.
При прочих равных условиях на время сушки оказывают влияние размеры катушек, подвергаемых сушке, и способы их укладки в печи. Размещение катушек, на сетках и поддонах должно происходить в определенном порядке для лучшего обтекания потоками воздуха каждой катушки.
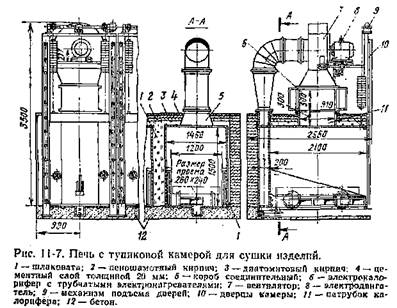
Сушильная печь с тупиковой камерой и электрообогревом (рис. 11-7) предназначена для сушки электроаппаратных катушек до и после пропитки. В ней также может производиться сушка изделий после окраски.
Сушильная печь является высокомеханизированной и автоматизированной установкой. Температурный режим в ней поддерживается автоматически. Также автоматически открываются и закрываются заслонки в окнах воздухопровода для выброса отработанного воздуха.
В первый период сушки, когда происходит наиболее интенсивное выделение паров влаги или растворителя, заслонка поворачивается на наибольший угол.
При дальнейшей сушке открытие заслонок уменьшается, а затем, во второй период сушки, когда происходит полимеризация лака; заслонка закрывается. Печь в это время работает без выброса воздуха, т. е. в режиме рециркуляции.
Нажатием кнопок производят включение устройства автоматического закрывания и открывания дверей и передвижение тележки с изделиями из печи и в печь.
Способ конвекционной сушки является длительным процессом (десятки часов), поэтому затруднительно применять поточные методы с непрерывным циклом.
Терморадиационный способ сушки заключается в нагреве катушек инфракрасными лучами. Генераторами лучей служат специальные электрические лампы, трубчатые электронагревательные элементы, специальные металлические панели, нагретые до 300 — 450°С.
Терморадиационная сушка эффективней сушки конвекционным способом, так как разогрев пропиточного состава происходит от металлических частей катушки, благодаря чему создаются благоприятные условия для удаления растворителя и полимеризации пропиточного состава.
Время сушки катушек, пропитанных масляно-битумным лаком, при инфракрасном нагреве сокращается в сравнении с конвекционной сушкой в 5 — 6 раз, а удельный расход электроэнергии — в 2 раза.
Индукционная сушка представляет собой способ нагрева катушек при помощи явления магнитной индукции. Катушки помещают в специальный индуктор, конфигурация которого соответствует форме и размерам этих катушек. Индукторы подключают к генераторам для питания токами высокой частоты (ТВЧ) или токами промышленной (нормальной) частоты (ТНЧ).
Под воздействием переменного магнитного поля в катушке наводятся индукционные токи с требуемым нагревом катушки.
Благодаря безынерционности нагрева индукционные печи хорошо вписываются в поточные непрерывные линии, которые несложно механизировать и автоматизировать.
Вакуумная сушка применяется для более ответственных катушек, так как качество их при данном методе получается лучше и значительно ускоряется процесс сушки. При пониженном давлении снижается температура испарения удаляемых веществ, поэтому сам процесс сушки не оказывает влияния на старение изоляционных материалов, применяемых в катушках.
Вакуумная сушка особенно необходима для многовитковых катушек аппаратов.
В процессе вакуумной сушки время принимается равным от 5 — 10 мин до 2 ч или более в зависимости от конструкции катушек, вида оборудования и принятой технологии.
После вакуумной пропитки происходит вакуумная сушка, т. е. в том же сосуде, в котором производится пропитка, без перегрузки катушек из сушильного устройства в пропиточное.
В вакуумсушильно-пропиточных установках последних конструкций предусмотрена возможность принудительной циркуляции воздуха. В таких установках сушка перед пропиткой может производиться посредством продувания горячего воздуха. После окончания сушки включается вакуум-насос.
Технология и оборудование производства электрической аппаратуры - Сушка катушек
- Подробности
- Категория: Оборудование
Содержание материала
Страница 45 из 89
- Вы здесь:
- Главная

- Книги
- Оборудование
- Технология и оборудование производства электрической аппаратуры