10-6. ОКОНЦЕВАНИЕ ШИН, ПРОВОДОВ И КАБЕЛЕЙ
Образование контактных поверхностей. Создание контактных поверхностей на концах соединения выполняется несколькими способами в зависимости от назначения соединения, условий его эксплуатации, а также от производственных возможностей. Эти способы следующие.
1. Подготовка контактных концов электрических соединений для крепления винтами, болтами и гайками без каких-либо дополнительных деталей.
У многожильных проводов и кабелей после зачистки концы спаиваются или сплавляются (путем сварки) в монолитные стержни.
2. Припаивание контактных наконечников. Пайка производится мягкими и твердыми припоями (см. § 10-7).
С целью экономии дорогостоящих припоев, особенно оловянисто-свинцовых и серебряных, а также для повышения производительности труда пайку следует заменять сваркой и опрессовкой.
3. Приваривание контактных наконечников. Электросварка получила распространение в основном для приваривания кабельных наконечников к
алюминиевым проводам и кабелям, реже — к медным (см. § 10-7).
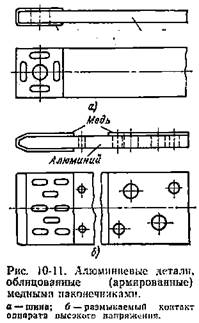
4. Облицовка контактных концов алюминиевых деталей медными накладками. Разъемная контактная пара алюминий — медь при работе аппаратов в сырых помещениях, вне помещений и в других условиях подвергается электролитической коррозии. Поэтому контактные поверхности алюминиевых деталей, присоединяемые к деталям из меди и ее сплавов, в ряде случаев необходимо облицовывать или, как иначе называют, армировать медными накладками (рис. 10-11). Облицовка производится путем холодной многоточечной сварки, например на пневматической машине типа МХСА. Для облицовки необходимы специальные многопуансонные штампы. Вместо таких накладок целесообразно применять биметалл алюминий — медь, имеющий частичное покрытие (плакирование) алюминия медью [б].
5. Опрессовка контактных (кабельных) наконечников
(холодная прессовая сварка). Преимуществами этого метода являются простота, высокая производительность, экономия энергии и припоя, а также высокая механическая прочность и исключение повреждения изоляции проводов от перегрева при пайке и сварке (см.§ 10-8,в).
6. Опрессовка (брикетирование) концов гибких соединений. Этот метод применяется для получения хорошего, надежного, монолитного контактного конца гибкого соединения взамен приваривания и припаивания скоб, накладок и других наконечников.
Монолитный конец хорошо приваривается к другой токоведущей детали. Его нет надобности армировать, т. е. облицовывать концы скобами или гильзами. Опрессовка производится в пресс-форме на гидравлическом прессе при давлении 280 МПа. Брикетированные концы хорошо отводят тепло от места контактирования.
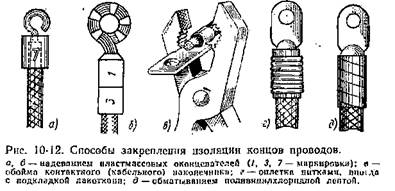
Закрепление концов изоляции. Для предотвращения разрушения концов изоляции соединительных проводов применяется несколько способов, из которых наиболее распространенными являются изображенные на рис. 10-12.