18-9. СПОСОБЫ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Лакокрасочные материалы наносят на поверхность изделий различными методами: пневматическим распылением, распылением под высоким давлением, распылением в электрическом поле, аэрозольным распылением,. электроосаждением, струйным обливом, окунанием, наливом, валками, в барабанах, кистью и шпателем.
Наиболее эффективный метод нанесения лакокрасочного материала для конкретного электрического аппарата выбирают из требований к покрытию, габаритов и конфигурации электрического аппарата, сборочной единицы или детали, условий производства экономической целесообразности, объема производства.
Окраска пневматическим распылением. Около 70% выпускаемых лакокрасочных материалов наносят этим методом. Пневматическое распыление применяют в основном без нагрева.
Окраска распылением под высоким давлением (безвоздушное распыление). Для окраски распылением с нагревом лакокрасочные материалы нагревают до 40 — 100°С и специальным насосом подают к распылительному устройству под давлением 4 — 10 МПа. Факел распыления формируется за счет перепада давления при выходе лакокрасочного материала из сопла распылителя и последующего мгновенного испарения части нагретого растворителя. Потери лакокрасочного материала составляют 5 — 12%. Преимущества этого метода "-по сравнению с окраской пневматическим распылением следующие:
1) потери на лакокрасочные материалы сокращаются на 20 — 35%;
2) сокращается расход растворителей;
3) сокращается цикл окраски.
Указанный метод рекомендуется применять для окраски средних, крупных и особо крупных аппаратов в серийном и единичном производствах.
При окраске распылением под высоким давлением без нагрева лакокрасочный материал при 18 — 23°С подается к распылительному устройству под давлением.
Окрашивание распылением без нагрева имеет ряд преимуществ по сравнению с распылением с нагревом:
установки проще по конструкции и ниже энергозатраты.
Окраска распылением в электрическом поле высокого напряжения. Этот метод основан на переносе заряженных частиц краски в электрическом поле высокого напряжения, создаваемом между системой электродов, одним из которых является коронирующее краскораспыляющее устройство, другим — окрашиваемый электрический аппарат или его деталь. Лакокрасочный материал поступает на коронирующую кромку распылителя, где приобретает отрицательный заряд и распыляется под действием электрических сил, после чего направляется к заземленному изделию, осаждаясь на его
поверхности.
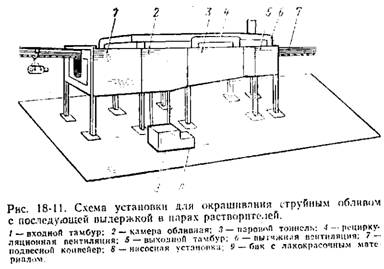
Окраска струйным обливом (рис. 18-11). Этот метод заключается в том, что изделие, окрашенное лакокрасочным материалом из сопл обливающего устройства, помещают в атмосферу, содержащую контролируемое количество паров органических растворителей. Выдержка нанесенного слоя лакокрасочного материала в атмосфере паров растворителей позволяет замедлить процесс улетучивания из него растворителя в начальный момент формирования покрытия. Это дает возможность избыточному количеству лакокрасочного материала стечь с изделия, а оставшемуся — равномерно распределиться по поверхности. В сравнении с окраской в электрическом поле обеспечивается лучшее качество покрытия деталей любой конфигурации.
Метод струйного облива применятся для грунтования и окрашивания изделий в серийном и массовом производствах (рис. 18-11).
Окрашивание аэрозольные распылением. Метод эффективен при ремонтных работах, а также при нанесении трафаретов и надписей и других окрасочных операциях небольшого объема. Лакокрасочные аэрозольные баллончики выпускают емкостью 0,15; 0,3; 0,5; 0,6л.