12-4. ТЕХНОЛОГИЯ ШТАМПОВАННЫХ РЕЗИСТИВНЫХ ЭЛЕМЕНТОВ
Штампованные резистивные элементы имеют разнообразные конструкции (рис. 12-6). Технологический процесс их изготовления, однако, имеет много общего и включает следующие основные операции:
1) разрезка листа на полосы, если материал не ленточный (см.гл.4);
2) холодная штамповка (см.гл.6);

3) защитное покрытие металлом (не всегда), например цинкование или покрытие алюминиевой пудрой;
4) прочие операции, например, посадка U-образных полос жесткости у элементов рис. 12-6,а.
12-5. ТЕХНОЛОГИЯ ЧУГУННЫХ РЕЗИСТИВНЫХ ЭЛЕМЕНТОВ
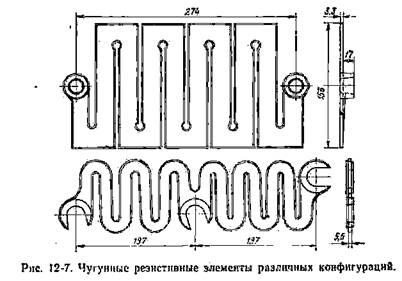
Отливка. Отливка чугунных резистивных элементов (рис. 12-7) является сложной производственной задачей. Электрические сопротивления каждого элемента должны быть выдержаны в узких пределах. Они определяются, во-первых, составом металла, а во-вторых, геометрическими размерами сечения токоведущих частей. Небольшие отклонения в шихте, небрежная формовка, приводящая к разбалтыванию и нарушению формы, ведут к браку [12-4].
Для того чтобы получить хорошее заполнение форм и повышенную механическую прочность элементов, заливка производится металлом, перегретым примерно на 80°С по сравнению с обычным чугунным литьем, т. е. при 1450 — 1460°С. Такая температура может быть получена в вагранках, или после расплавления чугуна в вагранке он подогревается в электрической печи, а затем уже разливается в формы.
Шлифовка. Шлифовка бобышек элементов может производиться на обычном плоскошлифовальном станке, снабженном электромагнитной плитой. После шлифовки бобышек с одной стороны элемент переворачивается, и его бобышки шлифуются с другой стороны.
Для повышения производительности труда целесообразно бобышки шлифовать одновременно с двух сторон на специальном станке, имеющем два вращающихся вокруг горизонтальной оси абразивных круга.
Защитное покрытие металлом. Многие годы чугунные элементы цинковались (не всегда). Процесс гальванического металлопокрытия длительный и состоит из многих операций (см. гл. 18). Вместо цинкования применяется более простой и дешевый процесс покрытия чугунных элементов алюминиевой краской (алюминиевая пудра, жидкое стекло и др.). После нанесения пульверизатором краски элементы сушатся в туннельной терморадиационной печи на конвейерной линии, при этом отпадает необходимость направлять элементы в гальванический цех. Это значительно сокращает производственный цикл изготовления чугунных элементов и снижает их себестоимость.