Глава пятая
ЛИТЫЕ, КОВАНЫЕ И ГОРЯЧЕШТАМПОВАННЫЕ ДЕТАЛИ
5-1. ЛИТЫЕ ДЕТАЛИ В ЭЛЕКТРОАППАРАТОСТРОЕНИИ И ОБЩАЯ ХАРАКТЕРИСТИКА ИХ ПРОИЗВОДСТВА
а) ЛИТЫЕ ДЕТАЛИ В ЭЛЕКТРОАППАРАТОСТРОЕНИИ
Широкое применение отливок при производстве электроаппаратов объясняется тем, что корпусные детали и детали механизмов, как правило, сложны по конфигурации и получение их другими способами затруднено. Литейное производство — это процесс изготовления деталей (отливок), основанный на заполнении жидким металлом полости формы, соответствующей по конфигурации отливаемой детали аппарата. По конструкции и применяемым материалам литьё детали электрических аппаратов можно разделить на следующие виды:
1) корпусные детали — корпуса, основания, рамы, коробки, крышки, арматура 'изоляторов высокого напряжения и другие подобные детали (рис. 5-1,а, б) главным образом из серого и немагнитного чугуна и алюминиевых сплавов;
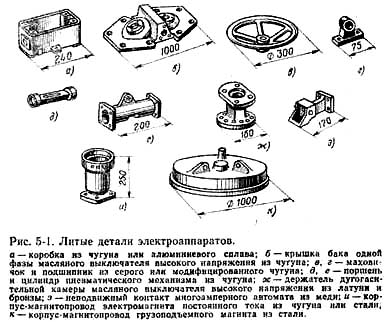
2) детали механизмов аппаратов — рычаги, траверсы, маховички, детали зацеплений, корпуса и крышки подшипников и другие детали (рис. 5-1,0, г) из чугуна, модифицированного кремнием;
3) детали пневматических механизмов аппаратов — цилиндры и поршни, корпуса клапанов и вентилей, клапаны и другие детали (рис. 5-1Д (?) из чугуна СЧ 32-52 ГОСТ 1412-70 и латуни ЛК-80-ЗЛ ГОСТ 17711-72, ГОСТ - 15527-70;
4) детали контактных механизмов и токоведущие детали — контактодержатели, дугогасительные рога, контактные зажимы, контакты высоковольтных аппаратов
и другие детали (рис. 5-1,же, з) из латуни, бронзы, меди и алюминиевых сплавов Al-2, A1-4 ГОСТ 2685-75;
5) магнитопроводы электромагнитов (рис. 5-1,в,г) из серого, чугуна и низкоуглеродистой стали;
6) резисторы (из чугуна).
б) ОБЩАЯ ХАРАКТЕРИСТИКА ПРОИЗВОДСТВА ЛИТЫХ ДЕТАЛЕЙ ЭЛЕКТРОАППАРАТОВ
В литейное производство входит ряд последовательных технологических процессов:
1) изготовление моделей и стержневых ящиков;
2) приготовление формовочных и стержневых смесей;
3) изготовление и сборка литейных форм и стержней;
4) приготовление жидкого металла;
5) заливка расплавленного металла в формы;
6) выбивка опок и очистка отливок (обрубка, отрезка литниковых систем, прибылей);
7) термообработка;
8) грунтовка чугунных и стальных отливок.
5-2. ОСНОВНЫЕ ВИДЫ ЛИТЬЯ, ПРИМЕНЯЕМЫЕ ПРИ ПРОИЗВОДСТВЕ ЭЛЕКТРОАППАРАТНЫХ ДЕТАЛЕЙ
а) ЛИТЬЕ В ЗЕМЛЯНЫЕ ФОРМЫ
На рис. 5-1,и, к изображены корпуса-магнитопроводы для электромагнитов, которые отливаются из чугуна или стали. Детали крупногабаритные или сложной конфигурации могут быть получены только литьем в землю.
Основным преимуществом литья в землю является возможность отливать детали сложной формы и больших габаритов из различных металлов при незначительных капитальных затратах.
Недостатками литья в землю являются:
1) тяжелые условия труда;
2) низкая точность;
3) неудовлетворительная поверхность деталей;
4) увеличенный расход металла за счет больших прибылей и увеличение припусков на обработку и т. д.
5) малая производительность.
б) ЛИТЬЕ В ОБОЛОЧКОВЫЕ ФОРМЫ
Литье в оболочковые формы по сравнению с отливками, получаемыми в земляных формах, позволяет отливать детали с конфигурацией, более близкой к готовой детали, с меньшей пористостью и припусками.
Для изготовления оболочковых форм применяется смесь кварцевого песка с 5 — 6% пульвербакелита. Из указанной смеси приготавливают оболочковые формы по схеме, приведенной на рис. 5-2.

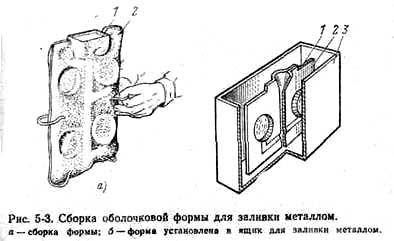
Машина для изготовления такой формы представляет собой металлический резервуар, поворачивающийся на цапфах горизонтальной оси. В резервуар машины засыпается формовочная смесь (положение а); сверху накладывается и закрепляется нагретая до 220 — 250°С металлическая модельная плита, так что поверхность модели обращена внутрь резервуара машины (положение б). Затем резервуар с модельной плитой и формовочной смесью поворачивается на 180° и держится в таком положении 12 — 20 с (положение в). За это время на поверхности модели образуется корка (оболочка) сплавившейся формовочной смеси толщиной 6 — 10 мм, которая остается на ней и после обратного переворачивания (положение г). Модельная плита с образовавшейся коркой снимается с резервуара и помещается в обжигательную печь (положение д), где выдерживается в течение 1 — 3 мин при 250 — 300°С, при этом оболочка спекается и упрочняется. Обожженную оболочку снимают при помощи штифтов съемника с модели плиты (положение е) и направляют на сборку литейной формы (рис. 5-3).
Литейную форму составляют из двух полуформ 1 и 2, скрепляемых между собой зажимами (рис. 5-3,а), и для заливки ставят вертикально в металлический ящик 3 (рис. 5-3,6). Во избежание разрушения оболочковой формы от давления жидкого металла про-
странство между стенками ящика и оболочки заполняют чугунной дробью.
Преимущества литья в оболочковые формы следующие:
1) возможность получать отливки из различных сплавов;
2) сравнительно высокая точность литья;
3) повышенная шероховатость поверхности отливки;
4) возможность применения механизации и автоматизации;
5) возможность длительного хранения оболочковых
полуформ;
6) значительное снижение массы деталей и сокращение механической обработки. Недостатками являются:
1) выделение токсичных газов при полимеризации термореактивных смол;
2) значительное увеличение складских помещений при хранении полуформ;
3) увеличение затрат на оборудование и оснастку.
в) ЛИТЬЕ В МЕТАЛЛИЧЕСКИЕ ФОРМЫ (КОКИЛИ)
Металлические формы широко применяют для изготовления отливок из различных металлов и сплавов. Отливка в металлических формах применяется в серийном и массовом производствах.
Сущность этого способа состоит в заливке расплавленного металла в металлическую форму (кокиль), внутренняя полость которой соответствует форме детали (рис. 5-4). В настоящее время этот способ литья получил широкое применение вследствие его преимуществ по сравнению с литьем в земляные формы.
Основные преимущества литья в металлические формы:
1) отсутствие землеприготовительных и формовочных операций, вследствие чего уменьшается стоимость отливок и улучшаются условия труда;
2) получение отливок с повышенными механическими свойствами с большей точностью размеров и лучшей чистотой поверхности, что позволяет ограничиваться незначительными припусками на механическую обработку;

3) повышение производительности труда;
4) многократное использование форм. Однако способ литья в кокили имеет и существенные недостатки:
1) высокая стоимость кокиля, поэтому целесообразно его использовать только при больших объемах производства;
2) невозможность получения деталей сложных форм с тонкими стенками.
На рис. 5-4 изображена схема станка для отливки крышки аппарата из алюминиевого сплава.
г) ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Отливка под давлением — один из видов литья в металлические формы. Расплавленный металл заполняет металлическую форму под давлением. Методом литья под давлением можно отливать детали из медных сплавов массой до 30 кг и алюминиевых массой до 12 Кг при крупносерийном и массовом производствах.
Давление, приложенное к жидкому металлу при заполнении формы, обеспечивает хорошую заполняемость формы металлом, быстро теряющим свою жидкотекучесть в полости стальной формы, восприятие тончайших очертаний последней и уменьшение пористости в массивных сечениях отливки.

Отливка, вынутая из формы и. освобожденная от литника, является законченной деталью, иногда не требующей дополнительной механической обработки.
Деталями, отлитыми под давлением, могут быть небольшие корпусные детали и детали механизмов аппаратов из алюминиевых и медных сплавов, из чугуна (рис. 5-1,а, в, г, з).
Для изготовления деталей электрических аппаратов методом литья под давлением применяют следующие машины: с горячей камерой сжатия (рис. 5-5,а), с холодной камерой сжатия, расположенной вертикально (рис. 5-5,6), и с холодной камерой сжатия, расположенной горизонтально (рис. 5-5,в).
Машины с горячими камерами применяются только для сплавов с низкой температурой плавления (цинковые сплавы) и имеют незначительное распространение.
При поднятии вверх прессующего поршня 3 (рис. 5-5,а) открываются каналы 5, через которые металл 1 из котла 2 поступает в стакан горячей камеры 4. При опускании поршня металл по подъемному каналу 6 передается через мундштук 7 в металлическую форму и заполняет ее.
Вертикальная камера сжатия (рис. 5-5,6) расположена параллельно плоскости разъема формы, состоящей из половинок 3 и 4. В форму металл подается из .камеры под углом 90° к оси хода прессующего поршня. Камера состоит из наполнительного стакана 7, дно которого образуется нижним поршнем 6. Металл 2 наливается в наполнительный стакан (схема I) и прессующим пуансоном 1 запрессовывается в форму (схема II). Для того чтобы металл не пошел в форму самотеком, литниковое отверстие 5 до начала запрессовки закрывается поршнем 6, поддерживаемым снизу на требуемой высоте с помощью пружины. При опускании прессующего пуансона пружина сжимается и поршень садится на коническое гнездо, открывая путь металлу в форму.
После запрессовки металла прессующий пуансон 1 поднимается вверх (схема III) и при помощи особых тяг, соединенных с поршнем 6, увлекает его за собой. При движении вверх поршень 6 отрезает от литника с отливкой литниковый остаток 8 и выбрасывает его из наполнительного стакана. Далее поршень 6 опускается вниз, половинка формы 4 вместе с отливкой отводится в сторону, и отливка освобождается от нее.
Горизонтальная камера сжатия (рис. 5-5,в) состоит из стакана 3 с овальным отверстием 4 для заливки порции металла 5 и плунжера 6 гидравлического пресса. Камера сжатия соединена с металлической формой, состоящей из половинок 1 ц 2. Сразу же после заливки металл движением плунжера запрессовывается в форму через литниковый канал, являющийся продолжением стакана камеры. После запрессовки металла плунжер продолжает оставаться под давлением до момента открывания форм. Отливка 8 извлекается вместе с литниковым остатком 7, который затем отрезается.
Литье под давлением имеет следующие преимущества по сравнению с другими видами литья:
1) высокую производительность (60 — 250 отливок в час при одногнездной пресс-форме);
2) высокую точность деталей и малую шероховатость поверхности (в большинстве случаев отпадает механическая обработка);
3) возможность получения отливок с тонкими стенками (до 1,5 мм) и сложной конфигурации;
4) возможность армирования отливки вкладышами из других, более прочных материалов. Недостатки:
1) высокая стоимость пресс-форм, поэтому применяется только в массовом производстве;
2) невозможность получения толстостенных деталей или деталей с массивными элементами;
3) сложность получения деталей из сплавов черных металлов (высокая температура плавления).
д) ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Литье по выплавляемым моделям осуществляют следующим образом. Модели, изготовленные с большой точностью из легкоплавких материалов, облицовывают огнеупорной массой, заформовывают и затем выплавляют при нагревании. Образовавшуюся полость неразъемной формы прокаливают и заливают жидким металлом. Затем форму разрушают и извлекают отливку.
Точным литьем по выплавляемым моделям из стали, из алюминиевых, медных, магниевых и других сплавов изготовляют отливки сложной формы небольших и средних размеров. Целесообразно этот метод использовать при изготовлении деталей аппаратов из металлов и сплавов, не поддающихся обработке или трудно обрабатываемых на металлорежущих станках.
Литьем по выплавляемым моделям отливаются детали электроаппаратов с массой от десятков грамм до 10 кг в серийном и массовом производствах. Этим методом возможно отливать и детали с большей массой, но при этом точность снижается.
Процесс литья по выплавляемым моделям производят в следующем порядке.
Формование моделей осуществляют в пресс-формах, изготовленных из стали марки 45. Заполнение пресс-формы модельной массой производят при помощи пресса или свободной заливкой. Для предупреждения прилипания восковой массы к станкам пресс-формы ее смазывают смесью, состоящей из глицерина и спирта (или касторового масла и этилового спирта). Чтобы поверхность восковой модели получилась гладкой, пресс-форма должна быть нагрета до температуры, зависящей от применяемой массы. После затвердевания модель с питателем извлекают из пресс-формы и сушат на воздухе. Аналогичным образом изготовляют восковую модель литниковой системы.
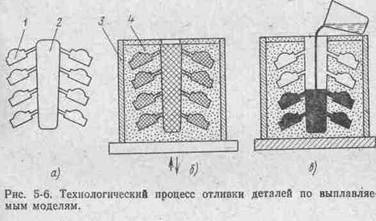
Затем производят компоновку восковых моделей / на литнике 2 в блоки (рис. 5-6,а) путем припайки моделей к литнику. Полученные блоки покрывают огнеупорной смесью, содержащей "90% мелкого кварцевого песка, 7% каолина и 3% графита, замешанной на растворе чаще всего из 20% жидкого стекла и 80% воды, или смесью, состоящей из молотого маршалита и этплортоснликата.
После этого подсушенные блоки формуют в кварцевом песке в опоках 3 и торцы 4 заполняют огнеупорной смесью (рис. 5-6,6).
Готовую форму нагревают в сушильном шкафу до 100 — 120°С для выплавления восковой массы, затем прокаливают в электропечи до 800 — 850°С и заливают расплавленным металлом (рис. 5-6,в). Металл поступает в форму под действием собственного веса, под давлением или центробежным способом. Далее происходит процесс охлаждения (вместе с формой) и выбивка деталей. Форма одноразовая, так как разрушается при выбивке. Далее отделяют детали от литниковой системы.
Характер технологических процессов получения отливок по выплавляемым моделям дает возможность полностью механизировать операции, а в отдельных случаях и автоматизировать.
Преимущества литья по выплавляемым моделям следующие:
1) возможность механизации и автоматизации технологических операций и, следовательно, значительное повышение производительности труда;
2) получение отливок сложной формы с толщиной стенки от 0,5 мм с точными размерами из стали, сплавов и других материалов;
3) получение точных размеров литья (IT10 — IT15 квалитет) и сравнительно небольшой шероховатости поверхности и отсутствие необходимости обработки на металлорежущих станках;
4) значительная экономия металла за счет получения точных размеров и уменьшения припусков.
Недостатками литья по выплавляемым моделям являются:
1) высокая стоимость оснастки и оборудования, поэтому целесообразно применять при крупносерийном .и массовом производствах;
2) длительность процесса (от получения восковых моделей до охлаждения деталей вместе с опоками после заливки жидкого металла);
3) невозможность получения отливок больших масс
е) ДРУГИЕ ВИДЫ ЛИТЬЯ
При производстве деталей электрических аппаратов кроме вышеназванных видов литья применяются и некоторые другие, которые используются реже.
1. Литье в землю по моделям из пенополистирола.
Размеры деталей получаются точные, так как модель из пенополистирола заформовывается в землю и в дальнейшем не удаляется. При заливке жидкого металла модельный состав выгорает.
Основным недостатком является повышенный процент углерода на поверхности деталей. В результате повышенной твердости металла затрудняется обработка на металлорежущих станках.
2. Литье под давлением в вакууме. Для получения высококачественных отливок, особенно из алюминиевых сплавов, получаемых литьем под давлением, применяют вакуум-установки; удаление воздуха из полости пресс-формы производится перед запрессовкой металла вакуум-аккумулятором.
3. Центробежное литье. Этот способ отличается тем, что форма перед заливкой в нее жидкого сплава приводится во вращение до полного затвердевания отливки.
Центробежный способ имеет ряд преимуществ, в том числе увеличение выхода годного литья и повышение его качества. Обычно применяется для деталей, имеющих форму тел вращения.