Глава вторая
ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
2-1. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
а) ЭТАПЫ ПОДГОТОВКИ ПРОИЗВОДСТВА
Технологическая подготовка производства является основной составной частью подготовки. Ее главными задачами являются:
1) обеспечение высокого качества изделий;
2) внедрение прогрессивных высокопроизводительных технологических процессов;
3) достижение минимальной трудоемкости изготовления изделий и максимальной производительности труда;
4) достижение наиболее низкой себестоимости производства изделий;
5) уменьшение длительности цикла подготовки производства.
При освоении производства новых электрических аппаратов изучают аналогичные конструкции (отечественные и зарубежные), учитывают технологичность конструкции аппаратов и работу их при эксплуатации. Запуску аппаратов в производство предшествуют научно-исследовательская, опытно-конструкторская и лабораторная разработки опытных образцов.
Основные вопросы технологии производства аппаратов разрабатываются одновременно с разработкой их конструкций.
В начале технологической подготовки должен быть проведен технологический анализ конструкции аппарата. После внесения необходимых исправлений и -дополнений в чертежах начинается подготовка производства.
Первый этап включает составление межцеховых технологических маршрутов и маршрутной технологии внутри каждого цеха.
Второй этап связан с разработкой и нормированием технологических операций изготовления деталей, сборочных единиц, а также сборки аппаратов.
Третий этап работы включает проектирование и изготовление оснастки и нестандартного оборудования. Он является наиболее трудоемким (60—80% общего объема) в технологической подготовке.
Четвертым этапом является выверка технологического процесса, освоение оснастки, средств механизации и автоматизации.
Одними из важных путей сокращения сроков технологической подготовки производства являются конструктивная и технологическая стандартизация; оптимальное планирование подготовки производства, научная организация труда конструкторов, технологов, механи-. зация и автоматизация инженерного труда [2-4].
б|) ИСХОДНЫЕ ДАННЫЕ ДЛЯ ПОДГОТОВКИ ПРОИЗВОДСТВА
При технологической подготовке производства исходными данными являются:
1) чертежи деталей, сборочных единиц и аппаратов;
2) технические условия на изготовление аппарата, сборочных единиц и деталей;
3) производственный план выпуска аппаратов. Кроме указанных исходных данных при технологической подготовке производства необходимо иметь следующие нормативные и руководящие материалы:
1) типовые прогрессивные технологические процессы (типизация технологических процессов вместе с унификацией и нормализацией деталей и узлов дает возможность повысить производительность труда);
2) нормативы и данные по материалам, заготовкам и полуфабрикатам;
3) паспортные данные оборудования;
4) данные по имеющейся технологической оснастке и руководящие указания по выбору и проектированию новой;
5) нормативы по режущему и измерительному инструменту;
6) нормативы по межоперационным припускам и допускам, качеству и точности обработки;
7) нормативы по режимам технологических процессов;
8) нормативы по техническому нормированию;
9) нормативы и данные по техническому контролю деталей, сборочных единиц и собранных аппаратов;
10) дополнительные данные, вытекающие из местных, конъюнктурных, технических экономических и организационных условий.
в) СОДЕРЖАНИЕ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
Технологическая подготовка производства новых аппаратов является составной частью технологической подготовки производства, которая создает исходные условия, обеспечивающие высокие технико-экономические показатели производства, высококачественное изготовление электроаппаратов в заданном количестве и требуемый технический прогресс всего производства на предприятии.
В процессе технологической подготовки производства выполняются следующие виды работ:
1) отработка конструкции аппарата на технологичность;
2) разработка новых и совершенствование действующих технологических процессов;
3) типизация и нормализация технологических процессов;
4) разработка технически обоснованных норм выработки;
5) разработка прогрессивных норм расхода материалов;
6) проектирование оснастки, - режущего и измерительного инструмента;
7) изготовление и выверка технологической оснастки;
8) проектирование и изготовление специального оборудования, средств механизации и автоматизации, транспортных средств, нестандартного оборудования;
9) расчет потребного оборудования и мощностей;
10) планировка размещения оборудования;
11) выверка и наладка технологических процессов для обеспечения внедрения запроектированных процессов, режимов и норм, а также оборудования и технологического оснащения.
В технологической подготовке производства участвуют практически все службы предприятия. Ответственным является отдел главного технолога. Анализ трудоемкости отдельных элементов технологической подготовки производства показывает, что на, долю проектирования и изготовления технологической оснастки приходится наибольший удельный вес. В силу этого современная организация технологической подготовки производства новых изделий ведется таким образом, что уже в процессе конструирования нового аппарата намечают номенклатуру оснастки и приступают к проектированию наиболее важной и трудоемкой в изготовлении. Поэтому для более эффективной подготовки производства при технологической подготовке следует объединять конструкторскую разработку и технологическую подготовку производства.
При календарном планировании технической подготовки производства требуется определить последовательность работ и сроки выполнения отдельных этапов, согласовать их выполнение во времени и установить общую длительность всего процесса подготовки.
Для этой цели составляется общий календарный график технической подготовки производства (рис. 2-1), который охватывает как конструкторскую, так и технологическую подготовку производства. В графике отражены следующие моменты: этапы подготовки, исполнители, удельный вес значения этапа в процентах по отношению ко всей подготовке, нарастание технической готовности по этапам, трудоемкость в человеко-днях, фонд работ (количество одновременно работающих), сроки исполнения этапов (по годам, месяцам, декадам).
Линейный график наглядно показывает работы, которые могут вестись параллельно. Каждый этап в службах может быть разбит на более мелкие работы и изображен также на линейном графике.
Оперативно-календарное планирование работы конструкторского или технологического отдела должно быть тесно связано с технико-экономическим планированием.
г) ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Трудоемкость технологической подготовки производства электрических аппаратов находится в прямой зависимости от объема производства, сложности аппарата, плановых сроков освоения и других факторов. Эта зависимость выражается прежде всего в объеме технологической документации, разрабатываемой в процессе подготовки производства. Объем технологической документации может быть большим или меньшим в зависимости от организационных форм завода, однако общий состав документации остается почти неизменным для любого вида производства, кроме опытного и единичного.
В состав технологической документации согласно стандартам единой системы технологической документации (ЕСТД) в общем случае входят следующие основные документы:
1) карты технологических процессов согласно ГОСТ 3.1102-74;
2) ведомости необходимого оборудования и графики его загрузки;
3) перечень нестандартного оборудования;
4) расчет необходимой рабочей силы;
5) расчет производственных площадей;
6) расчет продолжительности технологического цикла;
7) чертежи оснащения.
Кроме того, составляются технологические планировки, производится расчет пропускной способности цехов и отдельных участков.
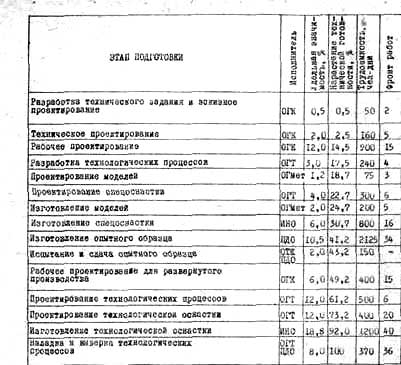
Рис. 2-1. Поэтапный генеральный график технической подготовки производства.
ОГК — отдел главного конструктора; ОГТ — отдел главного технолога: ОГМет отдел главного металлурга; ИНО — инструментальный отдел; ПДО — производственно-диспетчерский отдел; ОТК,— отдел технического контроля.

К технологическим документам относят графические и текстовые документы, которые определяют технологический процесс изготовления аппарата, сборочных единиц и деталей.
Технологические карты подразделяются на следующие виды:
1) маршрутная карта — документ, в котором содержится описание технологического процесса изготовления изделия по всем операциям различных видов в технологической последовательности с указанием об оборудовании, оснастке, материальных и трудовых нормативах;
2) карта эскизов — документ, содержащий эскизы, схемы, таблицы;
3) технологическая инструкция — документ, содержащий описание приемов работы или технологических процессов изготовления, правил эксплуатации технологического оснащения, описание физических и химических явлений, возникающих при отдельных операциях;
4) комплектовочная карта — документ, содержащий данные о деталях, сборочных единицах и материалах, входящих в комплект собираемого аппарата;
5) ведомость расцеховки — документ, содержащий данные о маршруте прохождения изготовляемого аппарата;
6) ведомость оснастки — документ, содержащий перечень технологической оснастки;
7) ведомость материалов — документ, содержащий данные о заготовках, нормах расхода материала, маршруте изготовления аппарата;
8) ведомость деталей к типовому технологическому процессу, которая содержит перечень деталей, сборочных единиц, изготовляемых по типовому технологическому процессу;
9) ведомость технологических документов, определяющая состав и комплектность технологических документов;
10) карта технологического процесса с описанием технологического процесса изготовления аппарата по всем операциям с указанием всех данных о средствах технологического оснащения материальных и трудовых нормативах;
11) карта типового технологического процесса с описанием типового технологического процесса изготовления аппарата в технологической последовательности с указанием операций и переходов;
12) операционная карта — документ, содержащий описание технологической операции с указанием переходов, режимов обработки и данных о средствах технологического оснащения;
13) операционная карта типовая — документ, содержащий описание типовой технологической операции;
14) ведомость операции — документ, содержащий перечень и описание всех операций технического контроля, в технологической последовательности с указанием данных об оборудовании, оснастке и требований к контролируемым параметрам,
Оформление технологических документов производится согласно ГОСТ 3.1105-74.
Назначение единой системы технологической документации заключается в установлении во всех организациях и на всех предприятиях единых правил выполнения, оформления и комплектации и обращения технологической документации, обеспечивающих:
1) стандартизацию обозначений и унификацию последовательности размещения однородной информации в формах документации на различные виды работ при использовании средств вычислительной техники для управления производством;
2) возможность взаимообмена технологическими документами между организациями и предприятиями без их переоформления;
3) стабилизацию комплектности, исключающую повторную разработку и выпуск дополнительных документов.