Станки для гибки труб применяются при изготовлении змеевиков пароперегревателя или экономайзера, а также труб экрана или кипятильных (последние в парогенераторах старой конструкции), когда при ремонте необходима их замена.
Материал труб при гибке испытывает неравномерное напряжение, кроме того, частицы, расположенные по обе стороны от осевой линии, испытывают напряжения, различные по знаку. Схема распределения напряжений по сечению трубы при ее изгибе дана на рис. 31. Материал, расположенный за осевой линией (считая от центра изгиба), подвержен растягивающим напряжениям, а материал, расположенный до осевой линии (считая тоже от центра изгиба), испытывает напряжение сжатия.
Наибольшие напряжения испытывают частицы металла, наиболее удаленные от осевой линии; по мере приближения к оси напряжения убывают, и у частиц, расположенных на оси, напряжение равно нулю.
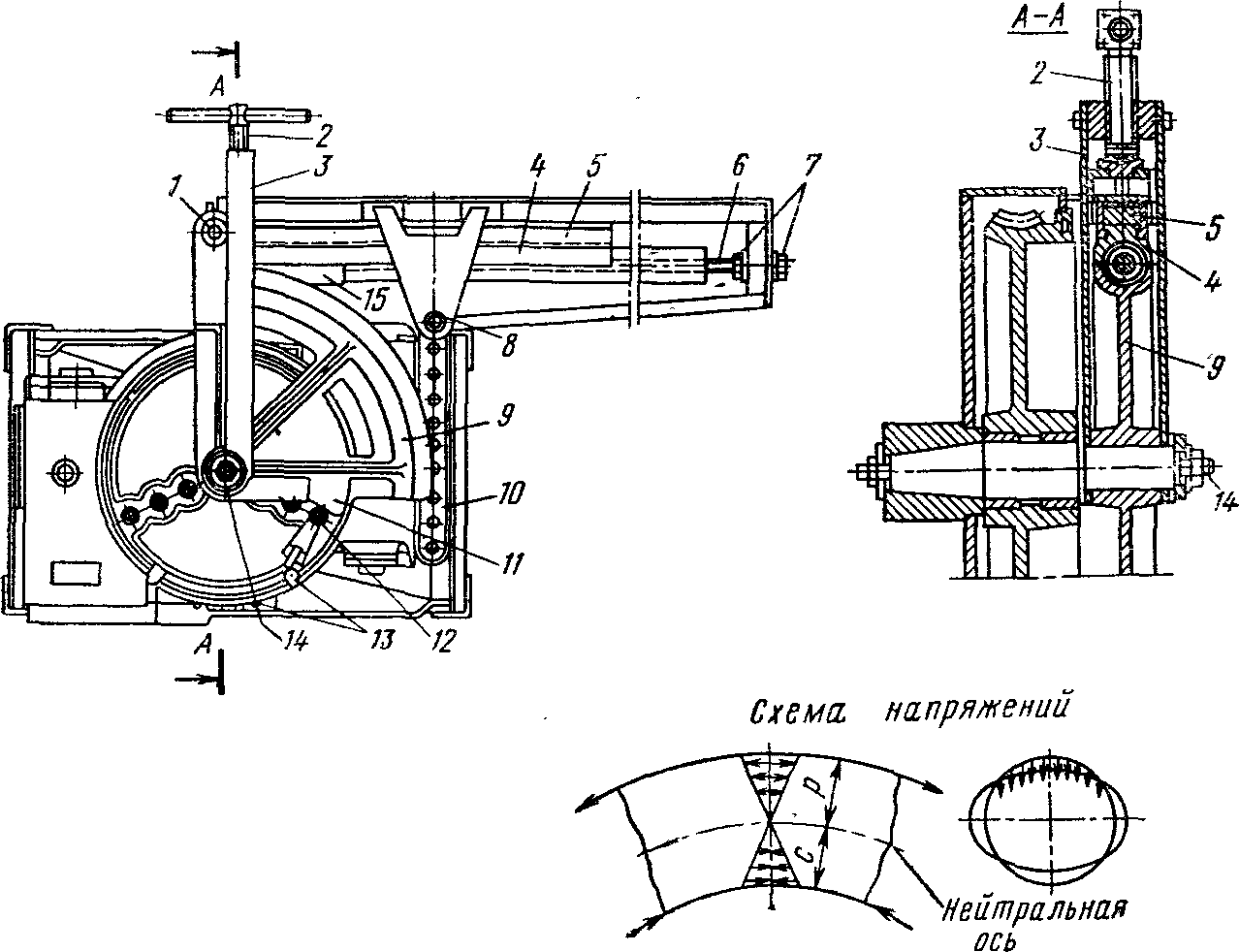
Рис. 31. Трубогибочный станок:
1 — болт с эксцентриком, 2 — прижимной винт, 3 — скоба, 4 — колодка прижима трубы, 5 — направляющий брус, 6 — штанга дорна, 7 — гайки, фиксирующие положение штанги с дорном, 8 — шкворень, 9 — гибочный сектор, 10 — траверса с отверстиями для шкворня, 11 — выступ на гибочном секторе, 12 —ведущий палец, 13 — конечный выключатель, 14 — ось гибочного сектора и червячного колеса, 15 — дорн; зоны: Р — растягивающих напряжений, С — сжимающих напряжений
Изложенное хорошо согласуется с практикой гибки труб, когда наблюдается постоянство длины на осевой линии (отсутствие напряжений), увеличение длины на внешнем участке (материал растянут) и сокращение длины на внутреннем участке (материал сжат).
Практический интерес представляют напряжения растяжения, в результате появления которых толщина стенки трубы уменьшается. Такое уменьшение может превысить допустимые пределы. По условиям прочности допускается уменьшение толщины стенки на растянутой части (затылке) гиба трубы не более чем на 15% против номинальной толщины, и из этого расчета вычислены допустимые радиусы изгиба труб. Учитывая утонение стенки трубы при изгибе, для гибки отбирают (по возможности) трубы с плюсовым допуском по толщине стенки.
Следует отметить, что в процессе изгиба круглое сечение трубы искажается и принимает форму эллипса. Эллипсное сечение менее устойчиво при воздействии сил внутреннего давления и конструктивно затрудняет соединение труб между собой (с флангами и т. п.). По этим причинам в практику изгиба труб введены допуски на эллипсность сечения.
Чем больше толщина стенки трубы, тем лучше сохраняется круглая форма трубы при гибке. Именно поэтому при гибке тонкостенных труб применяют песок или дорн, в то время как такого же диаметра трубы, но с более толстой стенкой, гнут на тот же радиус без наполнителей и дорна.
Гибка труб в холодном состоянии. Этим способом на электростанциях гнут трубы диаметром до 159 мм на трубогибочных станках. Наименьший радиус гиба равен четырем диаметрам трубы.
Гибка труб в холодном состоянии на станках — операция более экономичная, чем гибка с нагревом, так как не требует сооружения дополнительных устройств и соответствующих трудозатрат.
Трубогибочный станок (рис. 31) состоит из гибочного сектора 9 с ручьем (желобом), охватывающим половину окружности трубы, и зажимной скобой 3 для нее; направляющего бруса 5 и прижимной колодки 4 с ручьем, охватывающим вторую половину окружности трубы, и дорна 15, вставляемого внутрь трубы в месте ее изгиба. Дорн имеет цилиндрическую форму, он укрепляется на штанге 6, а рабочий конец его имеет сферическую форму.
Перед гибкой на станок устанавливают дорн, прижимную колодку и гибочный сектор, которые выбирают по внутреннему и наружному диаметрам трубы, подлежащей изгибу, и по радиусу изгиба. Вращая гайки 7, штангу 6 перемещают так, чтобы начало сферической поверхности дорна приходилось в точке касания трубы с окружностью сектора, т. е. в точке начала изгиба. Ведущий палец 12 устанавливают в отверстие ступицы червячного колеса, против выступа 11 на гибочном секторе. Направляющий брус 5 связывают с траверсой 10 путем установки шкворня 8 в отверстие, соответствующее радиусу изгиба.
Трубу надевают на дорн, устанавливают в желоб сектора, закрепляют на нем зажимным болтом с эксцентриком 1 и прижимают винтом 2 через колодку 4 к ручью гибочного сектора. При включении электродвигателя через редуктор приводится во вращение сектор. При этом труба, закрепленная на секторе, стягивается с дорна и навивается на сектор, а направляющая колодка не позволяет трубе выйти из ручья сектора. Когда труба будет согнута на заданный угол, станок автоматически выключается.
При таком изгибе труба мало меняет форму сечения, так как дорн препятствует появлению эллипсности; ручьи сектора и колодки, в которых зажата труба, также способствуют сохранению правильной формы сечения трубы. Хорошее качество гибки обеспечивается в том случае, если диаметр дорна и радиусы ручьев сектора и колодки соответствуют диаметрам трубы. Диаметр дорна должен быть на 1—2 мм меньше внутреннего диаметра изгибаемой трубы, а радиус ручьев на 1—2 мм больше ее наружного диаметра.
Для гибки, как упоминалось, отбирают трубы с плюсовым допуском по толщине стенки, чтобы компенсировать утонение ее на затылке отвода. Чем тоньше стенка трубы, тем труднее получить доброкачественный изгиб и тем тщательнее нужно подбирать диаметр дорна, ручьев сектора и желоба.
По принципу навивки трубы на гибочный сектор работают все станки, применяемые при ремонтах на электростанциях. Широко применяют станок ТГМ-28-159 (см. рис. 31), созданный монтажным предприятием «Центроэнергомонтаж». Он используется для гибки углеродистых труб диаметром до 159 мм или для легированных диаметром до 108 мм.
Столь же эффективен станок К-02А (рис. 32), изготовляемый предприятием «Ростовэнергоремонт». Этот станок применяется для труб диаметром до 42 мм.