Станки для резки труб поверхностей нагрева.
Применяемые при ремонтах трубной системы парогенераторов станки для резки труб разделяются на резцовые и ножовочные.
На рис. 33 показана головка резцового трубоотрезного станка ТС-102. В неподвижном корпусе 1 головки, на двух подшипниках скольжения 2 может вращаться цилиндрический зубчатый венец 10, зашплинтованный на суппорте 11. В радиальных пазах суппорта установлены две каретки 3, могущие в этих пазах перемещаться. В резцедержателях кареток укреплены резцы из стали РФ-1 для резки труб.
В каретках на резьбе ввинчены ходовые винты, на концах которых неподвижно закреплены звездочки 5 подачи кареток. На корпусе головки укреплены для звездочек два пальца. При вращении суппорта с ним вращаются и каретки, и когда звездочки на каретках наталкиваются на пальцы, то поворачиваются на один зуб, и ходовой винт или ввинчивается, или вывинчивается из тела каретки и соответственно перемещает каретку в суппорте, осуществляя подачу резца в радиальном направлении 1.
Перерезаемая труба закрепляется в тисках станка и располагается по горизонтальной оси суппорта 11.
Вращение осуществляется от электродвигателя через редуктор, на валу 7 которого насажена на шпонке подвижная шестерня 6. Эту шестерню можно рычагом 8 вводить в зацепление с шестерней 9 и далее с зубчатым венцом. Если трубу надо только перерезать, — ставят отрезные резцы. Если конец трубы должен иметь скос, ставят один резец отрезной, а другой фасочный.
Для резки труб применяют также резцовые станки 1120-АМ, разработанные ЦКБ Главэнергоремонта. Эти станки столь же эффективны, как и ТС.
Ножовочный станок ГМ-009А для резки труб показан на рис. 34. Станок предназначен для резки труб диаметром до 108 мм, изготовляет его предприятие «Каунасэнергоремонт».
Электродвигатель 1 станка через червячный редуктор приводит в движение кривошип и шатун, передает возвратно-поступательное движение ползуну. На ползуне закреплена ножовочная рамка 2, а в ней ножовочное полотно 3. Масса станка 63 кг.
1 См. также рис. 35.
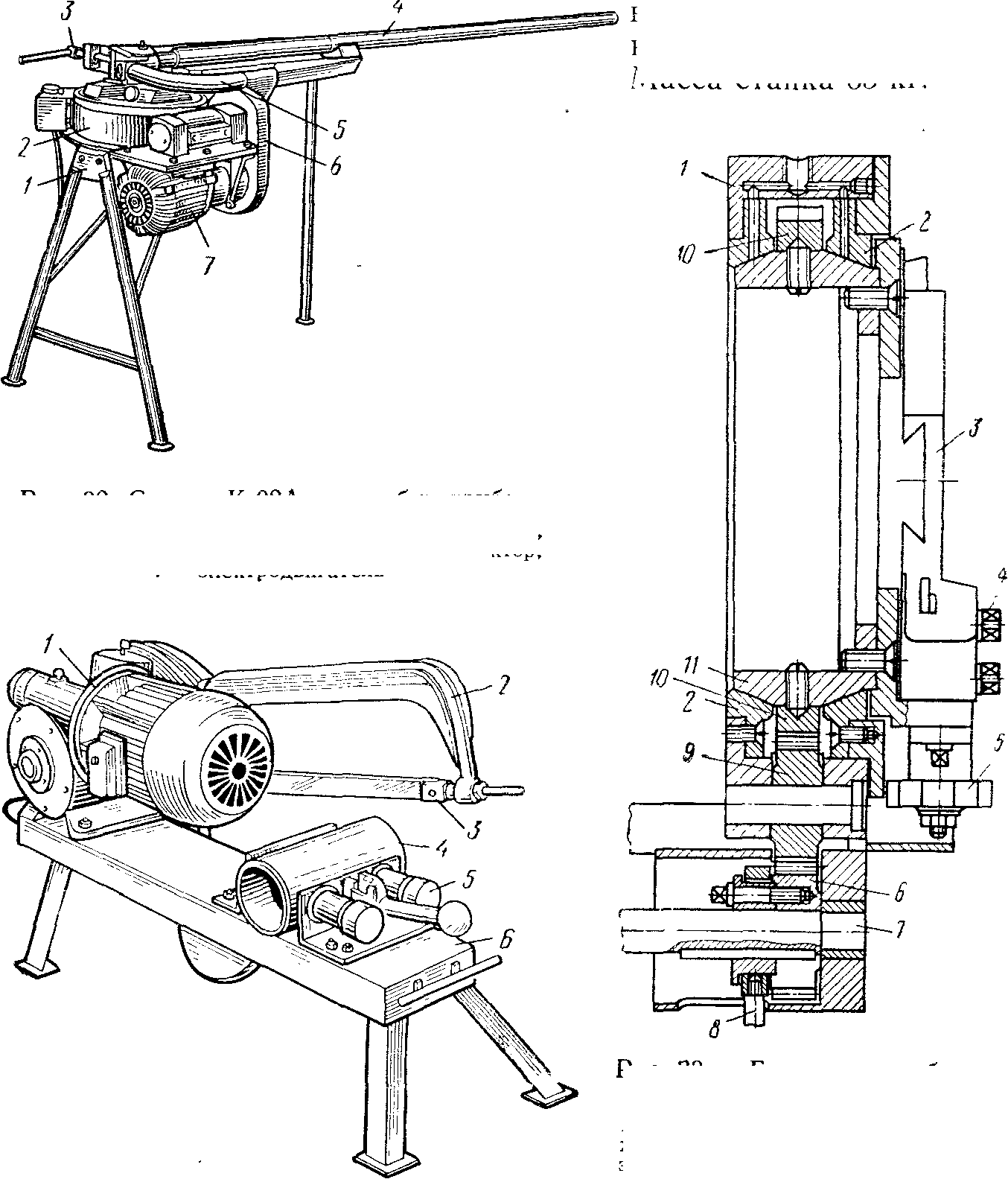
Рис. 32. Станок К-02А для гибки труб:
1 — станина, 2 — коробка привода, 3 — прижим, 4 — штанга, 5 — гибочный сектор, 6 —редуктор, 7 — электродвигатель
Рис. 33. Головка трубореза ТС-102 (продольный разрез):
1 — корпус, 2 — подшипник скольжения, 3 — каретка, 4 — болт, 5 —звездочка подачи, 6 — подвижная шестерня включения, 7 — вал редуктора, 8 — рычаг сцепления шестерни редуктора с шестерней отрезной головки, 9 — зубчатое колесо, 10 — зубчатый венец, 11 — суппорт
Рис. 34. Ножовочный станок ГМ-009А:
1 — электродвигатель, 2 — ножовочная рамка, 3 — ножовочное полотно, 4 — прижим для трубы, 5 — труба, 6 — станина
Переносные резцовые труборезы и приспособления. Переносные труборезы разработаны ремонтными и монтажными предприятиями для резки труб диаметром от 16 до 108 мм. Например, трубы диаметром 16—29 мм разрезают труборезом ПТВ-16-28, а диаметром 32—60 — труборезом ПТВ-32-60, разработанными монтажными предприятиями, или труборезом К-08, выпускаемым предприятием «Ростовэнергоремонт». Такого же типа переносные труборезы (например, ПТА-76-83) применяют и для других диаметров труб.
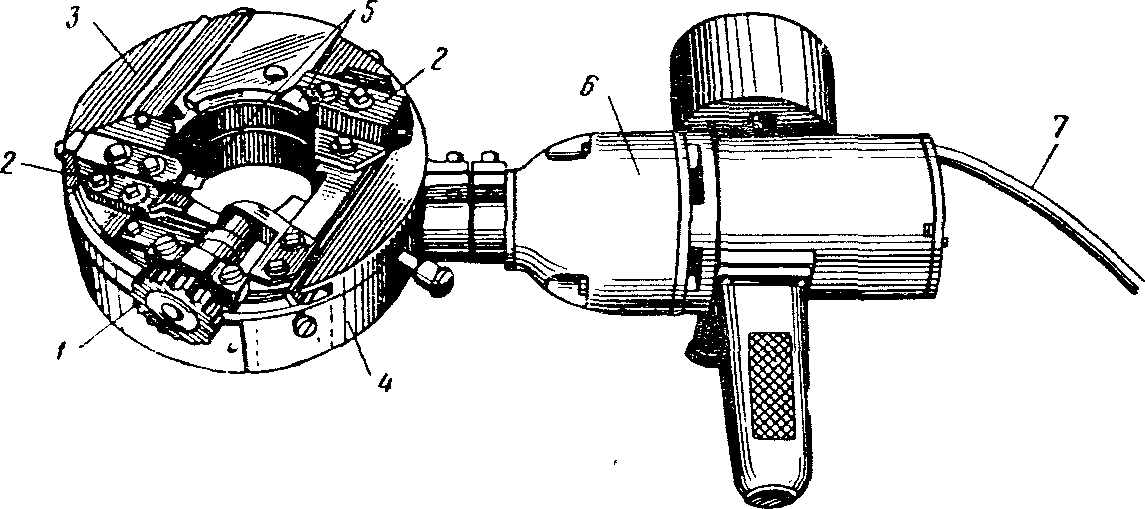
Рис. 35. Труборез с электроприводом:
1 — звездочка для подачи кареток с резцами, 2 — каретка, 3 — суппорт, 4—корпус, 5— резец, 6 — электросверлильная машина, 7 — электрокабель
Один из труборезов, применяемых при монтажных работах, показан на рис. 35. Им можно обрезать или поправлять концы штуцеров и труб. Труборез, как и станок ТС-102, состоит из электрического привода и двух основных узлов: отрезной головки и механизма зажима обрезаемой трубы (штуцера).
Отрезная головка представляет неподвижный корпус с вращающимся суппортом, в котором установлены две каретки с резцами. Подача резцов с каретками по пазам суппорта осуществляется при вращении суппорта ходовым винтом со звездочкой, которая при каждом обороте суппорта, наталкиваясь на неподвижный палец, повертывается на один зуб и сближает каретки с резцами. Резцы можно применять или оба отрезные, тогда получится плоский торец трубы, или один отрезной, а другой фасочный, тогда на торце трубы получится фаска.
Другой труборез К-15 предприятия «Ростовэнергоремонт» для труб диаметром 42 мм применяют, когда шаг установленных на парогенераторе труб незначителен. Этот труборез-приспособление (рис. 36) в основном используется для поправки — зачистки труб с торца. Он состоит из трех сухарей 5, разжимаемых конусным шпинделем 2 для закрепления внутри трубы; на шпинделе посажена и может вращаться на нем резцовая головка 4, в качестве привода использована высокочастотная электросверлилка С-478, напряжением 36 В через редуктор 1. Осевая подача резцовой головки производится вручную путем вращения гайки 3 на шпинделе.

Рис. 36. Труборез (приспособление К-15) для обработки торцов труб:
1 — редуктор, 2 — шпиндель зажимного устройства, 3 — гайка осевой подачи резцовой головки, 4 — резцовая головка, 5 — сухари зажимного устройства, 6 — электросверлилка
Труборез (приспособление ПСФУ32-42) «Харьковэнергоремонта» (рис. 37) создан для зачистки концов труб в труднодоступных местах. Для этой цели оно имеет угловой редуктор 4 от такой же сверлилки 3, как и приспособление К-15. Это приспособление закрепляется на обрабатываемой трубе сменным хомутом 1, который надевают на трубу снаружи. Осевая подача резцовой головки выполняется вручную вращением маховичка 2. Такого же типа приспособление имеется для труб диаметром 60 мм.
Приспособления для обработки — зачистки концов труб диаметром от 26 до 60 мм изготовляют и другие ремонтные предприятия.
Приспособления для вырезки участков труб на парогенераторе. Трубы поверхности нагрева парогенераторов резать огневым способом запрещено, так как при этом возможно попадание грата внутрь трубы; в дальнейшем это может вызвать пережог стенки трубы и аварийный останов агрегата. Поэтому появились машинки для перерезки труб (вырезки участков) парогенератора.
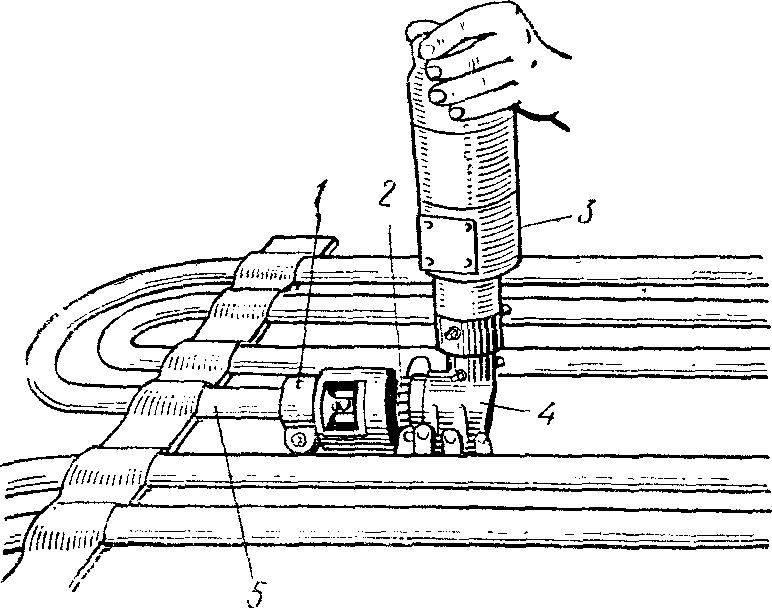
Рис. 37. Труборез (приспособление ПСФУ32-42) для обрезки торцов труб:
1 — сменный хомут закрепления на змеевике, 2 — маховичок осевой подачи резцов, 3 — электросверлилка, 4 — угловой редуктор, 5 — обрабатываемый конец змеевика

Рис. 38. Приспособление для резки труб абразивным диском:
1 — электропривод, 2 — зажим для труб, 3 — абразивный диск, 4 — кожух
Поврежденный участок трубы (экрана, змеевика) вырезают приспособлением (машинкой) конструкции «Каунасэнергоремонта» с абразивным диском или приспособлением (машинкой) «Волгоэнергоремонта» (рис. 38), пригодной также для труб-змеевиков из аустенитной стали.

Рис. 39. Ручное приспособление для обработки торцов труб:
1 — маховичок торцовой подачи головки с резцами, 2 — шпиндель специальный, 3 — трещоточный привод, 4 — рукоятка трещотки, 5 — головка с резцами, 6 — разжимное устройство
В условиях, когда место перерезания трубы не позволяет разместить механизированное приспособление для зачистки торца, применяют приспособление с ручным приводом (рис. 39). Это приспособление состоит из разжимного устройства 6, при помощи которого приспособление закрепляется в трубе; специального шпинделя 2, являющегося как бы корпусом приспособления; резцовой головки 5; гайки с маховичком 1 для подачи резцовой головки и трещоточного привода 3 с рукояткой 4.
Станки переносные для резки трубопроводов. Для резки трубопроводов и коллекторов применяют переносные станки типа 2Т-194, 2Т-570 (рис. 40). Станки позволяют резать трубы диаметром от 133 до 377 мм из углеродистой или легированной сталей с толщиной стенки до 65 мм. Кроме того, станки этого типа могут протачивать трубы по наружной и внутренней поверхности, например для подкладного кольца или для калибровки под стыковую сварку.
Разъемная конструкция станка позволяет надеть его на трубу для перерезания в любом месте и при необходимости вырезать дефектный участок трубы или арматуру.
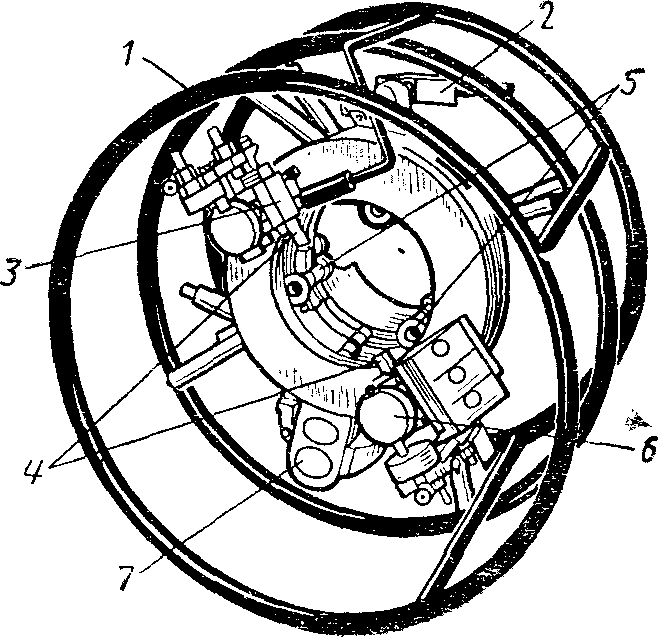
Рис. 40. Станок резцовый для резки труб:
1 — каркас, 2 — рычаг включения, 3 — суппорт, 4 — резец, 5 — ролики зажима трубы, 6 — каретка, 7 — электродвигатель
Станок (см. рис. 40) имеет каркас 1 (целый или разъемный), на котором размещен корпус станка, электродвигатель и редуктор. В корпусе имеется роликовое зажимное устройство для закрепления станка на трубе. В корпусе размещен и суппорт с каретками, резцами и механизмом подачи резцов.
Приспособления ПТГ-426 с газовым резаком для резки углеродистых труб диаметром от 108 до 426 мм. Это приспособление состоит из каретки, удерживаемой на трубе спаренной велосипедной цепью, и укрепленного на ней ацетилено-кислородного резака (рис. 41).
Перемещение каретки с резаком осуществляется по цепям при вращении вручную рукоятки червячного редуктора, благодаря этому достигается плавность движения резака, поверхность обреза получается ровная и дополнительной зачистки не требуется.

Рис. 41. Приспособление для резки труб ацетилено-кислородным резаком:
1 — ниппели для шлангов с кислородом, 2 — рукоятка червячного вала для перемещения каретки, 3 — корпус червячного вала, 4 — каретка, 5 — держатель резака, 6 — резак, 7 — обрезанный участок трубы, 8 — шасси, 9 — велосипедная цепь
Приспособление устанавливают на трубе, которая охватывается велосипедными цепями. Цепи охватывают и звездочки каретки, которая при этом прижимается к поверхности трубы. Когда каретку вместе с цепями устанавливают по размеченному месту реза, то цепи натягивают поворотом рычага эксцентрика. Пробным вращением каретки за рукоятку проверяют, перпендикулярно ли трубе ее движение (след колес). Потом на каретку устанавливают резак под требуемым углом наклона для снятия фаски.
Резак отводят от размеченной линии реза, зажимают и начинают резку от кромки или от специально сделанного отверстия.
Такого же типа приспособление выпускает предприятие «Волго- энергоремонт» под названием «Спутник». Оно применимо для резки труб диаметром от 190 до 1100 мм и приводится в действие электродвигателем.
Приспособления для зачистки поверхности труб.
Для зачистки внутренней поверхности труб пользуются ершами из стальной проволоки или кардоленты с приводом от электро- или пневмомашин. Для наружной очистки поверхности труб применяют шлифовальные или специальные зачистные машины с абразивными брусками или щетками из кардоленты, стальной проволоки. Для привода используют электро- или пневмомашины.