Назначение и конструкция.
Шнек (рис. 143) предназначен для передачи угольной пыли из системы пылеприготовления какого-либо парогенератора в пылевой бункер другого. Шнек состоит из звеньев вала с приваренной спиральной лопастью (винт), соединительных муфт (катушек), расположенных между звеньями вала, двух концевых и нескольких (по диску звеньев вала) промежуточных подшипников скольжения, кожуха (корыта) и трехвального шестеренчатого редуктора. Последний через пальцевую муфту соединен с валом шнека. Вал шнека приводится в движение.
Ремонт.
На некоторых электростанциях пылевые шнеки часто выходят из строя из-за неудовлетворительного ремонта. Этому способствуют конструктивные особенности пылевых шнеков, затрудняющие контроль качества сборки.
Наиболее слабым местом пылевых шнеков (рис. 143) являются соединения звеньев вала и подшипники, работающие в очень тяжелых условиях. Они заключены в закрытые корыта, недоступны для контроля во время работы шнека и со всех сторон их обтекает угольная пыль, перемещаемая лопастями винта.
Перед остановом на ремонт шнек отключают от всех циклонов, а оставшуюся в корыте угольную пыль срабатывают в бункера, чтобы она не затрудняла разборку.
Ниже приводится перечень основных работ, выполняемых при ремонте пылеугольного шнека.
Капитальный ремонт выполняют в такой последовательности: полная разборка шнека с заменой вкладышей подшипников; замена соединительных муфт (катушек); замена лопастей вала; замена звеньев вала шнека; замена изношенных звеньев корыта; замена патрубков (течек); замена шиберов или затворов; ремонт редуктора или его замена; ремонт пальцевых муфт; центрирование редуктора.
Текущий ремонт проводят в таком порядке: ревизия подшипников, пальцевых и глухих соединительных муфт (катушек), звеньев вала; ревизия редуктора; выверка звеньев шнека с регулировкой положения подшипников; центрирование редуктора по валу шнека и электродвигателя по редуктору; наплавка лопастей шнека; уплотнения стыков, крышек и сальников корыт; ремонт патрубков (течек), шиберов и затворов.
Центрирование валов, а также ревизия и ремонт пальцевых соединительных муфт описаны в соответствующих параграфах. Ревизию, ремонт и смену редуктора выполняют теми же приемами и по той же технологии, которые изложены применительно к редукторам шаровых пылеугольных мельниц. Остальные работы перечня рассматриваются ниже.
Разборка шнека.
Запирают перекидные шиберы на течках циклонов, чтобы исключить возможность их случайного открытия. Редуктор снимают с места и направляют для ремонта или замены, а стальные подкладки под корпусом маркируют и передают на хранение в инструментальную мастерскую. Затем очищают снаружи патрубки и корыта шнека от угольной пыли и грязи. После этого отвинчивают гайки и снимают болты крышки корыт. Крышки маркируют в соответствии с корытами, проверяют исправность их фланцев и откладывают в сторону: отдельно не требующие ремонта, и отдельно требующие исправления фланцев.
Фланцы, требующие ремонта, определяют до останова шнека по следам пыления или при разборке по следам необжатых участков на прокладках. Можно также проверить плотность фланцев, зажатых болтами при помощи щупа.
Обнаруженные дефекты отмечают мелом и уточняют ведомость объема работ. Промежуточные подшипники (рис. 144) в корытах очищают снаружи от угольной пыли, осматривают их крепления, измеряют щупом зазоры соединительных цапф в подшипниках и проверяют крепления валов с соединительными цапфами. Затем разбирают на отдельные звенья вал, соединительные цапфы и все подшипники.
Проверяют степень износа лопасти (спирали) каждого звена вала, измеряя ее толщину кронциркулем в различных местах, или контролируют толщину лопасти по следам ударов заостренным концом молотка. Валы с изношенными лопастями и поврежденными фланцами заменяют.
Соединительные цапфы очищают и осматривают, проверяя состояние их поверхности. К дальнейшей работе допускаются цапфы, не имеющие повреждений и износа более 0,5 мм по диаметру при условии, что поверхность их соответствует 7-му классу шероховатости (![]() ).
).
Чугунные вкладыши подшипников промывают керосином, устанавливают степень их износа. Если износ вкладышей не превышает 1 мм по диаметру и при этом поверхность их не имеет повреждений, а чистота ее обработки соответствует 5-му классу шероховатости (![]() ), то вкладыши допускаются к дальнейшей работе.
), то вкладыши допускаются к дальнейшей работе.
Из корыта удаляют угольную пыль, проверяют плотность фланцевых соединений корыт между собой теми же приемами, что и фланцевые соединения крышек. Неплотности устраняют подтягиванием болтов. Если общая ось всех звеньев вала прямая, то корыта нельзя сдвигать с места, чтобы не усложнять выверку звеньев вала при сборке.
Кроме плотности в стыках, проверяют степень износа стенок корыт ударами молотка. При снятии корыт для ремонта их маркируют с тем, чтобы после ремонта установить на прежние места.
Ремонт узлов и деталей шнека.
Изношенные сверх нормы вкладыши подшипников и изношенные хомуты подшипников заменяют новыми. Смазочные отверстия подшипников прочищают и промывают керосином.
Обычно износу подвергаются только нижние вкладыши, которые при ремонтах иногда меняют местами с верхними. При этом необходимо помнить о разделке маслораспределительной канавки на вкладыше, устанавливаемом сверху цапфы.
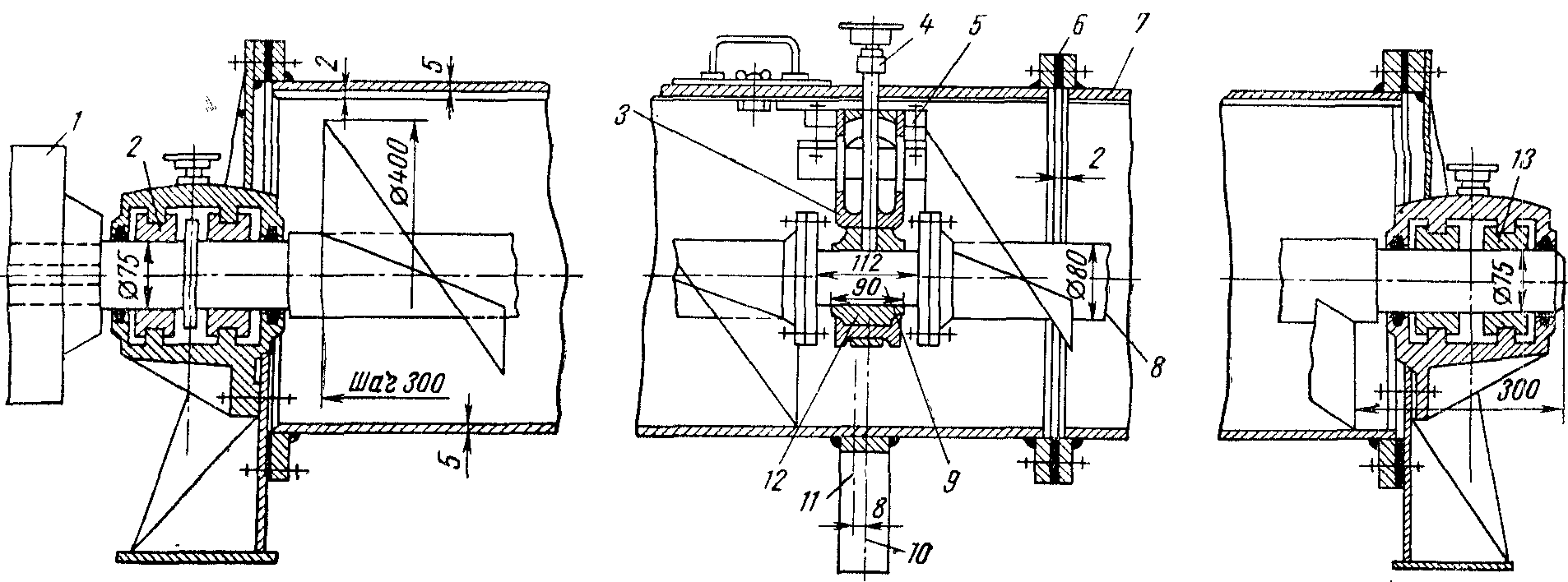
Рис. 144. Узлы пылевого реверсивного шнека:
1 — пальцевая полумуфта, 2 — концевой опорно-упорный подшипник шнека, 3 — корпус промежуточного подшипника, 4 — масленка подшипника, 5 — передвижная опора промежуточного подшипника, 6 — прокладка фланцевого соединения корыт, 7 — корыто, 8 — вал шнека, 9 — цапфа (соединительная муфта), 10 — поперечная ось промежуточного подшипника, 11 — поперечная ось цапфы, 12 — вкладыш промежуточного подшипника шнека, 13 — концевой опорный подшипник шнека
Если при смене вкладышей меняют и соединительные цапфы, то предварительно производят примерку-подгонку деталей друг к другу. Кроме этого, новую соединительную цапфу обязательно проверяют на токарном станке.
Лопасти вала при износе до толщины 3 мм и менее отрезают и заменяют новыми. Отрезать изношенные лопасти и приваривать новые следует так, чтобы вал как можно меньше нагревался и не коробился, что проверяют на токарном станке.
Местные износы лопастей вала ремонтируют дуговой наплавкой. Вместо замены изношенных лопастей можно целиком менять звенья вала. Так поступают, когда вал или его фланцы повреждены.
Изношенные звенья корыта ремонтируют на месте или в мастерской; подваривают или устанавливают заплаты на электросварке и выправляют фланцы. Шиберы или затворы по мере их износа ремонтируют на месте или заменяют новыми.