Последовательность общей сборки.
Технологический процесс сборки электрических машин постоянного тока отличается от процесса сборки машин переменного тока. Машины с неразъемной станиной (рис. 18-9) собираются в следующей последовательности. Вначале подготавливают к сборке якорь, индуктор и подшипниковые щиты.
Собственно сборка электрической машины начинается с запрессовки в станину переднего щита (со стороны коллектора). Затем в индуктор вводят якорь и запрессовывают задний щит, устанавливают комплект щеток и электродвигатель передают на испытание. Завершающими операциями являются отделка и окраска электрической машины.
Подготовка к общей сборке сборочных единиц.
Якорь. С помощью горизонтального гидравлического пресса в холодном состоянии на вал напрессовывается вентилятор. На оба конца вала надевают внутренние крышки, со стороны привода напрессовывается шарикоподшипник, а с противоположной стороны, разобрав роликоподшипник, напрессовывают только внутреннее кольцо.
Шарикоподшипник запирается на валу втулкой, которая насаживается в горячем состоянии, предварительно нагретая в печи до температуры 130—150°.
На наружное кольцо подшипника напрессовывается подшипниковый щит, в подшипник закладывают консистентную смазку и подшипник закрывают наружной крышкой. В таком виде якорь подготовлен к вводу в индуктор.
Индуктор. Сборка индуктора заключается в установке в станину главных и дополнительных полюсов с катушками, соединения их по схеме, изолировки межкатушечных соединений и проверки правильности соединения.
Перед установкой в станину сердечники главных и дополнительных полюсов с помощью пневматического пресса запрессовывают в их катушки.
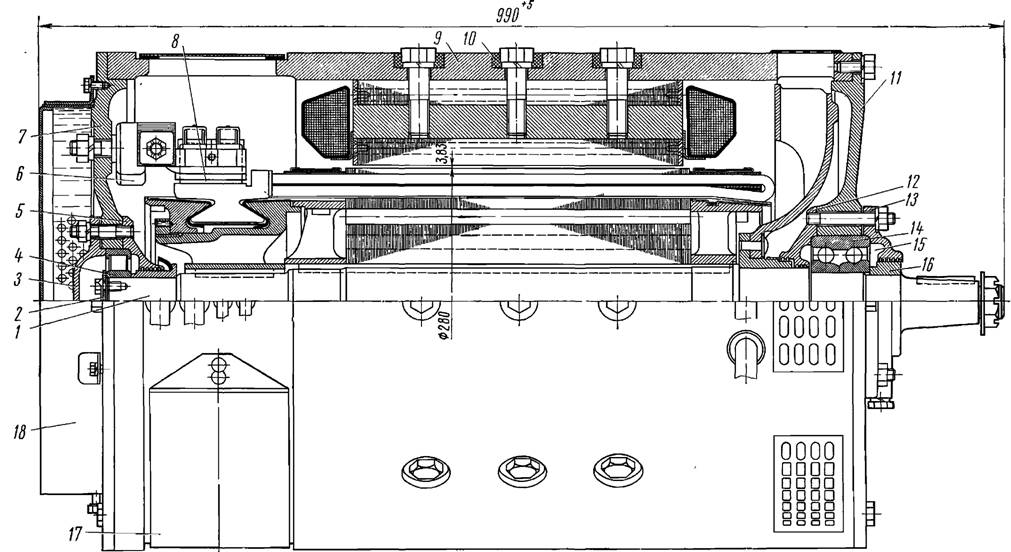
Рис. 18-9. Общий вид тягового электродвигателя:
1 — якорь; 2 — шайба; 3, 5, 12, 13 — крышки подшипников; 4, 14 — подшипники; 6 —щеткодержатель; 7, 11 — подшипниковые щиты; 8 — щетки; 9 — индуктор; 10 — замазка; 15 — смазка жировая; 16 — втулка; 17 — крышка; 18 — кожух
Для предохранения от истирания изоляции катушки о сердечник между сердечником и катушкой перед запрессовкой прокладывают металлические фланцы. Установка в индуктор сердечников полюсов с катушками небольшого веса не представляет особых затруднений. Левой рукой сборщик поддерживает в индукторе сердечник с катушкой, а правой вставляет в отверстия станины болты и ввертывает их в сердечник полюса.
Тяжелые полюса при установке в индуктор поддерживаются с помощью местных подъемников или мостового крана.
На заводе «Электротяжмаш» (г. Харьков) для поддержания и ввода в индуктор дополнительных полюсов пользуются специальным приспособлением, представляющим собой крестовину с центральным стержнем в середине, за который оно подвешивается на крюк крана. Дополнительные полюса устанавливаются на крестовину вокруг центрального стержня и вместе с приспособлением вводятся в станину. С помощью такого приспособления удобно устанавливать полюса в станину.
После установки полюсов расстояние между ними проверяют контрольными штихмасами.
Катушки главных и дополнительных полюсов между собой и с выводными кабелями соединяют согласно схеме, свертывая их наконечники болтами с шайбой и гайкой.
Межкатушечные соединения и соединение концов катушек с выводами изолируются несколькими слоями стеклолакоткани и стеклянной ленты.
Изоляция выводных кабелей в местах входа и выхода из станины машины предохраняется резиновыми втулками, которые надевают на кабель.
У собранного индуктора, подключив обмотку возбуждения к источнику постоянного тока, проверяют полярность полюсов компасом.
Подшипниковый щит. До сборки подшипникового щита со станиной на щит стороны коллектора устанавливается и соединяется по схеме комплект щеткодержателей, а если на якоре предусмотрен роликоподшипник, то в щит запрессовывается наружное кольцо его.
Щеткодержатели на подшипниковом щите закрепляют в определенном месте и при этом выдерживают жесткий допуск на расстояние их относительно друг друга и оси щита.
Если щеткодержатели закреплены на отдельных пальцах, то их положение определяется отверстиями под пальцы, которые сверлят в щите по кондуктору.
При креплении щеткодержателей на кольцевой поворотной траверсе установку их на траверсу удобнее производить с помощью приспособлений (рис. 18-10).
Сборка щеткодержателей происходит в следующей последовательности. В каждый из четырех щеткодержателей 2 вставляют вилку 3, выполненную по размерам паза под щетку, вместе с вилками щеткодержатели устанавливают в приспособление и эксцентриками 8 через оси 7 прижимают к оправке 1.
При этом вилки своими концами входят в пазы оправки, изготовленные с более жесткими допусками на взаимное расположение, чем щеткодержатели на траверсе.
В заточку втулки 6 устанавливают изолирующую траверсу 5, к которой винтами 4 привертывают щеткодержатели.
Сборка машины.
После того как собраны сборочные единицы, приступают к сборке машины.
В отличие от сборки электрических машин переменного тока подшипниковые щиты в индуктор машин постоянного тока запрессовывают поочередно.
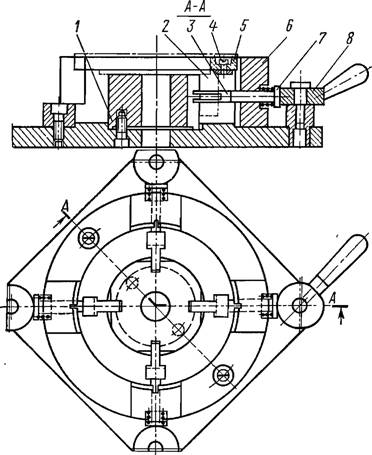
Рис. 18-10. Приспособление для сборки траверз со щеткодержателями
Вначале в индуктор со стороны коллектора запрессовывают передний подшипниковый щит с собранными на нем деталями.
Для выполнения этой операции станину устанавливают в вертикальное положение, щит вставляют в индуктор, в отверстие станины ввертывают вручную на несколько ниток болты.
Затягивая поочередно болтовертом болты, расположенные диаметрально противоположно, щит запрессовывают в станину.
Ввод якоря в индуктор и запрессовку заднего щита в станину можно производить как при вертикальном, так и горизонтальном расположении индуктора.
При сборке машины в вертикальном положении якорь в индуктор вводится с помощью крана, которым вал захватывается за подъемное кольцо, навертываемое на резьбовой конец вала якоря.
Подшипниковый щит в станину запрессовывается также за счет затяжки болтов, крепящих щит к станине. При сборке в горизонтальном положении щит в станину не запрессовывается, а свободно вставляется, так как перед этим горловину станины разогревают специальным индукционным нагревателем.
Таким способом собираются на заводе «Электротяжмаш» тяговые тепловозные электрические машины. Для ввода якоря в индуктор применяется приспособление, конструкция которого аналогична приспособлению для ввода ротора в статор.
По данным завода, сборка машин в горизонтальном положении с применением разогрева горловины станины более производительна, чем сборка в вертикальном положении.
Отделка электрической машины.
Отделка машины производится до и после испытания машины. Непосредственно после сборки устанавливают комплект щеток; в роликоподшипник со стороны коллектора закладывают смазку и щит закрывают крышкой. Таким образом, электрическую машину подготавливают к испытанию.
После испытания коллекторные люки станины закрывают крышками; на конец вала навертывают гайку и устанавливают шпонку; конец вала смазывают антикоррозионной смазкой, обертывают бумагой и обвязывают бечевкой; на концы выводных кабелей закрепляют ярлычки согласно схеме соединений; сверлят отверстия для крепления заводского щитка и щиток заклепками прикрепляют к станине. После операции окраски электрическую машину отправляют на склад.

Рис. 8-11. Крановый электродвигатель постоянного тока серии ДП с разъемной станиной
Особенности сборки электродвигателей с разъемной станиной.
Для удобства сборки, ухода и ремонта в процессе эксплуатации крупные машины постоянного тока изготовляют с разъемной станиной. На рис. 18-11 показан общий вид такого двигателя.
Основное отличие (обусловленное конструкцией) сборки электродвигателей с разъемной станиной в сравнении с обычными двигателями заключается в установке якоря и подшипниковых щитов в станину.
Сборку двигателя начинают с установки полюсов в каждую из половин станины.
Благодаря тому что станина индуктора разъемная, установка якоря и щитов в индуктор не представляет затруднений.
В процессе сборки якоря оба подшипниковых щита с запрессованными в них наружными кольцами роликоподшипников устанавливают на якоре.
После установки полюсов в нижнюю часть станины и соединения их по схеме на нижнюю часть накладывают якорь с подшипниковыми щитами.
Все это затем сверху накрывают второй половиной индуктора и половинки станины скрепляют между собой болтами.
В поперечном направлении одна половина станины относительно другой центрируется замковым соединением (в нижней половине имеется продольный паз, а в верхней выступ), а в продольном направлении положение обеих половинок определяется ребордами подшипниковых щитов.