Общие сведения. В электрических машинах в зависимости от величины и характера нагрузки на ротор (якорь) в подшипниковых узлах применяются радиальные подшипники шариковые или роликовые или радиально-упорные с коническими роликами.
Конструкция, точность основных размеров (внутренний и наружный диаметры, ширина колец) и точность вращения подшипников качения установлены ГОСТ 520—55.
Стандартом предусмотрены следующие классы точности подшипников и их условные обозначения:
нормальный — Н
повышенный — П
высокий — В
особо высокий — А
сверхвысокий — С
промежуточный — ВП, АВ, СА
У промежуточных классов буква слева указывает класс точности внутреннего кольца, а справа — класс точности наружного кольца.
Характер сопряжения подшипников качения всех классов точности с валами и корпусами установлен ГОСТ 3325—55. Согласно стандарту при назначении полей допусков на вал под внутреннее кольцо и отверстие корпуса под наружное кольцо подшипника учитываются следующие условия: что вращается, вал или корпус; вид нагрузки; режим работы.
В электрических машинах, как правило, вращается вал. В связи с этим шейки валов под подшипник изготовляют с полями допусков П1? П; Hl5 Н; Т4, Т; Ti, Г, а отверстия под подшипник в подшипниковых щитах — Сь С; П1? П.
Подшипники классов А и С монтируются только с посадками 1-го класса точности.
Подготовка подшипников и сопрягаемых с ними деталей к монтажу. При попадании в подшипник посторонние твердые частицы (грязь, песок, слюда и др.), смешиваясь с находящейся в нем смазкой, образуют абразивную смесь, которая при работе разрушает шарики или ролики и рабочие дорожки колец.
Попадающая внутрь подшипника влага может вызвать коррозию, в результате чего на трущихся поверхностях образуются язвочки, которые ухудшают легкость вращения подшипников и вызывают их преждевременный износ.
Поэтому одним из основных условий, от которых зависит долговечность, является содержание подшипников в чистоте в период хранения, в процессе сборки и в эксплуатации.
Подшипники с заводов-изготовителей поставляются потребителям законсервированными консистентной смазкой и в защитной упаковке.
В упакованном виде они должны подаваться со склада завода на сборочный участок. Снятие упаковки и расконсервацию подшипников следует производить непосредственно перед установкой их в узлы машины.
Монтаж подшипников. В электрических машинах посадка внутреннего кольца на вал, а иногда и наружного кольца в подшипниковый щит производится с натягом. Поэтому установка их в соответствующий узел машины осуществляется при помощи пресса, а при больших натягах при посадке на вал необходим предварительный нагрев подшипников.
Обычно нагрев подшипников перед монтажом совмещают с нагревом их в масляных ваннах во время расконсервации.
Нагретый подшипник надевают на вал и осаживают до упора на шейке вала легкими ударами цилиндрической оправкой по трубчатой. оправке, которая имеет ободок из цветного металла со стороны, соприкасающейся с подшипником.
Если в машине предусмотрены внутренние крышки, они должны быть надеты на вал перед монтажом подшипников.
Роликоподшипники перед монтажом разбирают и их наружные кольца запрессовывают в подшипниковый щит отдельно при помощи пресса.
Монтаж подшипников является ответственной сборочной операцией, при выполнении которой следует соблюдать выработанные практикой следующие основные приемы:
во избежание повреждений рабочих поверхностей не следует применять способов монтажа подшипников, при которых усилие напрессовки может передаваться на тела качения;
усилие при запрессовке прикладывают только к тому кольцу, которое устанавливается на посадочное место с натягом; при одновременной установке подшипника на вал и в корпус
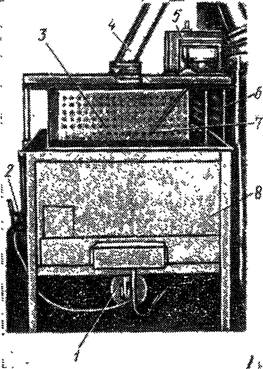
Рис. 18-4. Масляная ванна для расконсервации и подогрева подшипников
усилие напрессовки передается через оба кольца;
нельзя наносить удары непосредственно по кольцам подшипника;
для установки подшипников следует применять специальные приспособления и оправки, исключающие перекос колец и повреждение подшипников при монтаже;
монтажный инструмент, приспособления и участок, на котором производится установка подшипников, должны содержаться в чистоте.
Оборудование, применяемое при монтаже подшипников.
Монтаж подшипников может производиться непосредственно при сборке электрических машин или при сборке ее частей (якоря, ротора, подшипниковых щитов). В последнем случае организуется специальный участок монтажа подшипников.
Для удаления консервационной смазки и подогрева подшипников перед насадкой на вал пользуются специальными ваннами с минеральным маслом, нагретым до температуры 80—100°. Обогреваются ванны паром или электричеством.
На рис. 18-4 показана конструкция одной из таких ванн. Ванна состоит из корпуса 8 и рабочей корзины 3.
Во внутреннюю полость ванны заливается масло, которое подогревается до температуры 100° электрическими спиралями, смонтированными в корпусе ванны. Корзина 3 опускается в ванну и поднимается из нее с помощью пневмоцилиндра 2, смонтированного под днищем ванны. Движение от штока цилиндра передается корзине через систему тяг и направляющие колонки 6, соединенные с крышкой ванны, к которой прикреплена корзина.
Для отсоса паров масла из ванны служит вентиляционная система 4. Температура в ванне в заданных пределах поддерживается автоматически с помощью термопары 7 и прибора 5.
Для расконсервации оператор укладывает подшипники на дна корзины, которая поднимается в верхнее положение, выше уровня масла. Из корзины подшипники извлекают крючком после того, как они очистятся от консервирующей смазки.

Рис. 18-5. Пневмогидравлический пресс:
1 — поршень пневмоцилиндра; 2 — большой пневмоцилиндр; 3 — плунжер; 4 — верхняя крышка пневмоцилиндра; 5 — пружина; 6 — гидроцилиндр; 7 — поршень гидроцилиндра; 8 — нажимной зонт; 9 — гайка; 10 — пробка; 11, 12 — технологические кольца; 13 —бачок; 14 — клапан; 15 — трехходовой кран; 16 — стойка; 17 — редуктор; 18 — водоотделитель; 19 — вентиль
Включение пневмоцилиндра для опускания корзины в ванну с маслом и подъема из нее производится поворотом рукоятки крана 2.
При применении в электрических машинах роликоподшипников наружные кольца их запрессовываются в подшипниковые щиты с помощью прессов.
На рис. 18-5 показан пневмогидравлический пресс для запрессовки подшипников в подшипниковые щиты электродвигателей.