Для получения деталей методом штамповки применяют штампы различной конструкции. Наибольшее распространение при изготовлении электрических машин имеют штампы:
вырубные — для получения деталей из полосы или листа;
пробивные — для пробивки в детали отверстий различной конфигурации;
гибочные — для превращения плоской заготовки в изогнутую деталь.
По характеру выполнения операций штампы разделяются на простые и комбинированные.
Простыми штампами выполняется одна штамповочная операция, например вырубка кружка, пробивка отверстия.
Комбинированными штампами выполняют две или несколько технологически различные операции.
Комбинированные штампы по способу совмещения операций во времени разделяются на штампы:
- совмещенного действия, в которых изготовление детали производится за один ход пресса сконцентрированно расположенными пуансонами при неизменном положении заготовки;
- последовательного действия, в которых детали изготовляются за несколько переходов под различными пуансонами при последовательном перемещении заготовки.
Для изготовления листов сердечников чаще применяются следующие штампы.
Простые пробивные штампы. К ним относятся штампы для пробивки осевого отверстия под вал электродвигателя и пазовый (рис. 4-4). Эти штампы самые простые по конструкции и дешевы в изготовлении.
Комбинированные (компаундные) штампы совмещенного действия.
Такими штампами за один двойной ход пресса выполняют несколько штамповочных операций. Например, при изготовлении листов якоря или ротора пробивают отверстия под вал, вентиляционные отверстия и пазы, вырубают наружный контур.
Комбинированные совмещенные штампы для листов сердечников являются наиболее дорогими и трудоемкими. Изготовление их поручается высококвалифицированным слесарям-инструментальщикам. Но комбинированные штампы являются более производительными, чем пазовые. Кроме того, они обеспечивают высокую точность штампуемых деталей. Листы сердечников, изготовленные комбинированным штампом, имеют практически одинаковые размеры. Размеры пазов и расстояние между отдельными пазами могут отличаться в пределах допуска на изготовление.
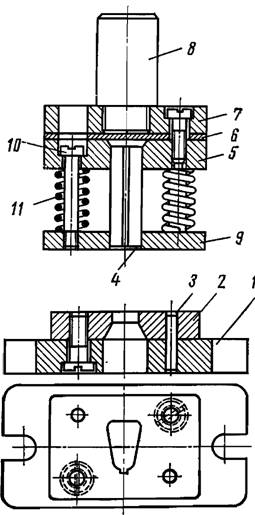
Рис. 4-4. Пазовый штамп для пробивки пазов в листе статора:
Комбинированный совмещенный штамп (рис. 4-5) состоит из двух частей: верхней с пуансонами и нижней с матрицами.
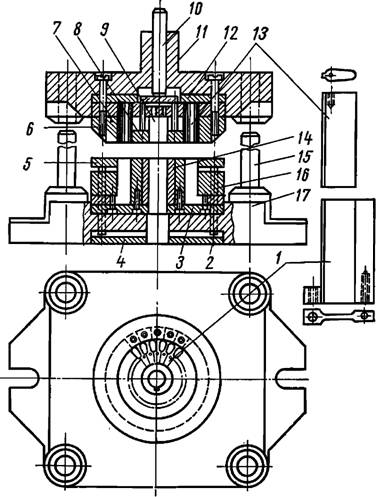
Рис. 4-5. Комбинированный совмещенный штамп для листов якоря
1 — нижняя плита; 2 — матрица; 3 — штифт; 4 — пуансон; 5 — пуансонодержатель; 6 — прокладка; 7 — верхняя плита; 8 — хвостовик; 9 — съемник; 10 — винт; 11 — пружина съемника
У штампа две матрицы, одна состоит из отдельных секторов 1 и предназначена для вырубки пазов, вторая 14 имеет форму втулки и служит для пробивки отверстия под вал.
Матрицы скреплены винтами с закаленным диском, врезанным в нижнюю плиту 17.
Секторы 1 матрицы скреплены в единое целое напрессованным на них кольцом 16.
Пазы пробиваются пуансонами 13, а отверстия под вал — пуансоном 9. Пуансоны закреплены в пуансондержателе 7. По наружному диаметру лист якоря вырубается обоечным кольцом 6, служащим матрицей, а пуансоном является комплект секторов.
Усилие при штамповке воспринимается закаленной пластиной 12.
Верхняя часть штампа крепится к ползуну пресса за хвостовик 11. Для устранения сдвига верхней части штампа относительно нижней служат четыре колонки 15, которые входят в отверстия верхней плиты штампа.
Для уменьшения зазора между колонками и отверстиями в плите колонки снабжают шариковыми направляющими, представляющими собой тонкостенную трубку-сепаратор, в которую вставлены шарики. Подбором диаметров шариков можно зазор выбрать почти до нуля.
Если не предусмотреть специальные устройства для съема, то лист якоря после удара ползуна застрянет на пуансонах, а полоса — на матрице.
Съем листа якоря с пуансонов производится сбрасывателем S, приводимым в движение стержнем 10, который ударяется в неподвижный упор в конце хода ползуна.
Съем полосы с матрицы производится за счет усилий резинового буфера, которые передаются съемнику 5 через шайбу 4 и шпильки 2.
Буфер находится между нижней плитой штампа и столом пресса и на чертеже не показан.
Комбинированные штампы последовательного действия.
Готовая деталь при штамповке комбинированными штампами последовательного действия (см. рис. 4-18) получается за несколько переходов, выполняемых последовательно по мере продвижения полосы на величину, называемую шагом. В связи с этим указанные штампы часто называют шаговыми.
Комбинированные штампы последовательного действия находят широкое применение в массовом производстве при штамповке листов сердечников на пресс-автоматах. У казанные штампы имеют следующие преимущества перед совмещенными комбинированными штампами:
- более высокую производительность. Благодаря штамповке «напровал» перемещение полосы, удаление отходов и готовых деталей осуществляются автоматически. Пресс-автоматы при этом могут работать с большим числом ходов в минуту;
- более простую конструкцию штампов, что делает их менее трудоемкими в изготовлении. Блочность конструкции создает удобства для заточки штампов и замены отдельных износившихся деталей штампа.
Последовательные штампы имеют несколько меньшую точность изготовления листов сердечников за счет погрешностей перемещения полосы при штамповке. Однако при высоком качестве изготовления штампов эта погрешность не оказывает существенного влияния на качество поверхности пазов в собранном сердечнике.
Рассмотрим принцип действия комбинированного штампа последовательного действия на примере работы штампа для изготовления шайбы (рис. 4-6, а).
В штампе совмещены две операции: пробивка отверстия и вырубка наружного контура.
Вырубка шайбы в штампе производится в следующей последовательности.
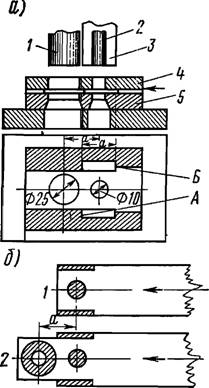
Рис. 4-6. Комбинированный штамп последовательного действия для вырубки шайбы:
а — схема устройства штампа; б — схема штамповки
Полоса, из которой штампуется шайба, с небольшим зазором вводится в паз Б съемника 4 и подается до упора в точку А. При включении ползуна первым ударом пуансон 2 пробивает в полосе отверстие диаметром 10 мм, а боковые ножи 3 отсекают от кромок узкие полоски длиной а, называемой шагом штамповки (рис. 4-6, б, положение 1).
После первого удара полоса подается вперед на величину шага до упора срезами в точки А. На второй позиции при втором ударе ползуна пуансон 1 вырубает наружный контур с диаметром 25 мм, и готовая шайба проваливается через отверстия матрицы и плиты штампа на стол пресса, а на первой позиции пуансон 2 и ножи 3 подготавливают вырубку последующей шайбы (положение 2).
Таким образом, начиная со второго удара, из-под штампа выходит одна готовая шайба.