ГЛАВА X
ИЗОЛИРОВАНИЕ КАТУШЕК И ПАЗОВ СЕРДЕЧНИКОВ
§ 10-1. Изолирование катушек
Проводники всех катушек электрических машин изолируют друг от друга. Такая изоляция называется внутренней, или витковой.
Большинство катушек наматывают из изолированных проводов, уже имеющих витковую изоляцию. Некоторые типы катушек якорей, большинство, катушек главных полюсов последовательного возбуждения и катушек дополнительных полюсов изготовляют из голых медных проводов прямоугольного сечения. В этом случае каждый проводник изолируется в процессе изготовления катушек.
Витковую изоляцию накладывают также на места повреждения собственной изоляции проводов шаблонных катушек в местах изгиба, особенно при гибке медных шин на ребро.
Кроме внутренней изоляции, каждая полюсная и шаблонная катушки якоря и статора должны иметь наружную изоляцию, которая с одной стороны защищает витковую изоляцию проводников катушки от механического повреждения и служит основной изоляцией между ее проводниками и железом сердечника, с другой — наружная изоляция позволяет катушке сохранить соответствующую форму при укладке катушки в пазы сердечника.
Наружную изоляцию катушек принято разделять по назначению на три вида: стягивающую, корпусную, покровную. Каждый из этих видов изоляции может состоять из нескольких слоев изоляционного материала. Такое деление до некоторой степени условно, так как все три вида изоляции катушек наносятся на проводники из изолирующего материала, однако основную электрическую нагрузку несет корпусная изоляция, имеющая более высокую электрическую прочность. Например (рис. 9-1, а), стягивающая изоляция наматывается стеклянной лентой 6, корпусная — микалентой 7, покровная — киперной лентой 8.
Изолирование катушек производится изоляционным материалом в виде ленты или простынки (широкой полосы). Простынкой изолируются только пазовые (прямолинейные) участки катушек якорей и роторов.
Ленточную изоляцию накладывают как на прямолинейные, так и на криволинейные участки катушек. В процессе наложения изоляции на криволинейные участки катушек, имеющие большую разницу между внутренним и наружным радиусами (например, в углах катушек возбуждения), необходимо уменьшить ширину ленты в местах, изолирующих внутренний радиус, вырезав у нее ножницами часть материала. Если этого не сделать, то слой изоляции на внутренних закруглениях будет более толстым, так как периметр изолирования внутренней части значительно меньше периметра наружных закруглений катушки. При наложении основного слоя, выполняющего роль электрической изоляции, каждый последующий виток ленты перекрывает предыдущий на половину или одну треть ширины ленты. Такой способ обматывания лентой называется изолировкой с перекрытием.
При наложении временной изоляции, например на полюсные катушки, подвергаемые компаундированию, один виток ленты может не перекрывать другой, а ложиться рядом с ним без зазора. Этот способ обматывания называется изолировкой встык.
Проводники катушки для предохранения их от рассыпания в процессе межоперационной транспортировки или пропитки в лаке стягивают лентой, при этом один виток от другого накладывается на расстоянии. Такой способ обматывания носит название наложение ленты вразбежку.
Способы изолировки.
Изолировка катушек лентой. Изолировка лентой производится на специальных изолировочных станках с помощью изолировочных головок или вручную.
Изолировочные станки работают по полуавтоматическому циклу и налаживают их на изолировку катушки одного типоразмера. В связи с этим их применяют в крупном электромашиностроении при изготовлении катушек статоров для высоковольтных машин, когда даже при небольшом выпуске загрузка станков будет достаточной, так как для каждой машины требуется изолировать многими слоями большое число катушек при значительной длине изолирования.
Изолирование с помощью головок. При небольшой длине изолирования и значительной номенклатуре, что имеет место при производстве электрических машин постоянного тока средних величин, для наложения изоляции на катушки якорей и главных полюсов рациональнее пользоваться универсальными изолировочными головками. Такую головку (рис. 10-1) сварным основанием 2 укрепляют на столе изолировочного станка. К верхней части основания привернуты, скрепленные между собой, левая 5 и правая 6 боковины, внутри которых по направляющим выточкам свободно вращается шестерня-челнок 7. Шестерня-челнок представляет собой разрезное кольцо коробчатого сечения. Внутри желоба кольца для опоры, наматываемой на челнок ленты, размещены ролики 8, вращающиеся на осях 9. Спереди головки у челнока и боковины имеются прорези для ввода изолируемой катушки внутрь головки.
Шестерня-челнок приводится во вращение от двигателя, установленного под столом станка, через цепную передачу (стол, двигатель и цепная передача на чертеже не показаны), звездочку 1, шестерню 3 и две паразитных шестерни 4.
Лента, намотанная на челнок, удерживается в натянутом состоянии пластинчатой пружиной 10, находящейся под давлением спиральной пружины 12.
Для прохода катушки прорези челнока и боковин должны быть совмещены. Совмещают прорези вручную, поворачивая челнок 7 маховичком 11. Шпульку с роликом изоляционной ленты надевают на ось кронштейна, закрепленного на столе рядом с изолировочной головкой таким образом, чтобы сматываемая со шпульки лента была в одной плоскости с вращающимся шестерней-челноком. Отрезается лента от ролика при нажиме рукой на верхний нож 13.
Работа на станке заключается в следующем. Пропустив конец ленты между ножами 13 и 14, обертывают ею вручную в 1,5—2 оборота катушку и вводят изолируемое изделие через прорезь внутрь шестерни-челнока.
При включении станка челнок, увлекая за собой ленту, обертывает изолируемое изделие, одновременно наматывая на челнок запас ленты. Как только челнок наполнится достаточным количеством ленты, нажимом на нож ее отрезают от ролика и изолировка катушки продолжается сматываемой с челнока лентой (рис. 10-1, б, в).
Изолировка вручную. Изолировка катушек лентой вручную — трудоемкий процесс, но он еще широко применяется при изготовлении электрических машин.
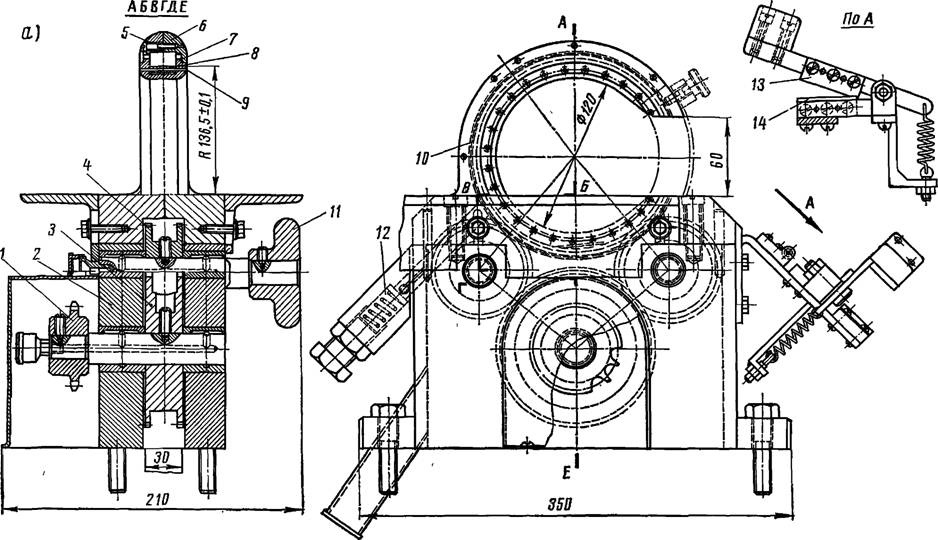
Рис. 10-1. Изолировочная головка; а — общий вид
Вручную изолируют места катушек, где повреждена витковая изоляция, накладывают наружную изоляцию катушек дополнительных полюсов (так как расстояние между большими сторонами окна катушки мало для прохода механизма изолировочной головки), производят изолировку межкатушечных соединений.

Рис. 10-1, б, в. Продолжение
6 — положение челнока в начале изолировки, в — положение челнока после обрезки ленты
Вручную часто накладывают наружную изоляцию на катушки якорей. При ручной изолировке катушки якорей закрепляют в специальных пневматических тисках, устанавливаемых на столах обмотчиц. Одна из губок тисков связана со штоком пневмоцилиндра и приводится им в движение. Включается пневмоцилиндр ножной педалью. В процессе изолирования работница перекрепляет и передвигает катушку.
Изолировка простынкой. Хорошее качество и высокая производительность получаются при наложении изоляции простынкой на прямолинейные участки катушки якоря. Ширина простынки берется равной длине пазовой части катушки.
В качестве изоляционного материала простынок применяют стекломиканит и стеклослюдинит.
Стеклослюдинитовой простынкой пазовые части катушек изолируются на специальных укаточных станках, а стекломиканитовой — вручную, так как из-за большой жесткости простынки укаткой на станке не удается получить плотного прилегания слоев изоляции друг к другу и проводникам катушки. Для предохранения проводников катушки от сдвига при укатке на станке катушку предварительно пропитывают, а ее пазовые части опрессовывают.