§ 16-2. Пайка мягкими припоями
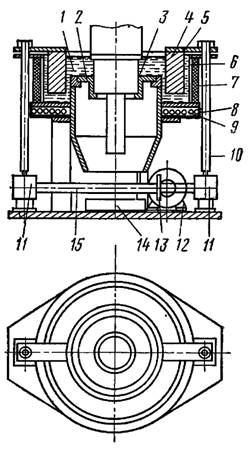
Рис. 16-1. Ванна для пайки якорей
При помощи пайки оловянно-свинцовыми припоями производится соединение выводных концов катушек якорей и фазных роторов соответственно с петушками коллекторов и контактными кольцами,, головок стержневой обмотки фазных роторов скобочками, бандажей якорей и роторов в единое целое (пропайка).
Существует несколько способов пайки этими припоями.
Пайка в ваннах является наиболее распространенным способом соединения мягкими припоями выводных концов обмоток якорей с петушками коллекторов и головок стержней роторов скобочками.
Для пайки применяются различные конструкции паяльных ванн. Припой в них расплавляется за счет нагрева ванны спиралями сопротивления, а пластины коллектора нагреваются теплом расплавленного припоя.
На рис. 16-1 показана ванна завода «Динамо» им. Кирова для пайки якорей с диаметром коллекторов от 260 до 420 мм.
Корпус ванны 6 выполнен сварным из листовой стали. Снаружи ванна обмурована теплоизоляцией 7. Припой 1 в ней разогревается спиралями 9, находящимися под днищем ванны в четырех выдвижных секторах 8. Изменение уровня припоя в ванне производится за счет подъема или опускания двух массивных поплавков 4, жестко связанных с валами 10 и планками 5.
При включении двигателя 12 через фрикционную передачу 13 горизонтальный вал 15 с нарезанными на концах червяками 11 приводится во вращение. Находящиеся с ними в зацеплении червячные
шестерни посредством прямоугольной резьбы, нарезанной в центральном отверстии шестерен и на валах 10, перемещают их вверх или вниз в зависимости от направления вращения двигателя.
Пайка в ванне производится следующим образом. У коллектора якоря при помощи кисти промывают флюсом петушки и водным раствором мела или извести покрывают рабочую поверхность с целью предохранения от прилипания к ней припоя. Подготовленный таким образом якорь устанавливают в ванну на сменную оправку 2, выполненную по диаметру коллектора. Стык оправки и коллектора уплотняют асбестовым шнуром 3.
Перед установкой якоря уровень припоя опускают ниже верхнего торца оправки, а после установки якоря поднимают его на высоту, обеспечивающую пайку концов обмотки (на 2—3 мм ниже верхнего края петушков).
На случай протекания припоя в местах уплотнения под ванной установлена чаша 14.
В ванне за счет большой теплоемкости припоя и поплавков за сравнительно короткое время (15—20 мин) нагреваются одновременно все пластины коллектора и происходит процесс пайки. Пайка в ваннах имеет серьезный недостаток: при применении для пайки припоев ПОС-30, ПОС-40 и других температура в ванне должна поддерживаться равной 320—340°, примерно на 100° выше температуры начала затвердевания припоя.
Верхняя часть коллектора вблизи петушков нагревается до 250— 260°, в нижней его части температура не превышает 150°, а втулка коллектора нагревается примерно до 100°. Большой перепад температур вызывает смещение коллекторных пластин и изменение его формы. Длительное соприкосновение рабочей поверхности с припоем, резогретым до высокой температуры, может привести к снижению твердости коллекторной меди и, следовательно, к повышенному износу коллектора в эксплуатации.
Пайка с нагревом паяльной лампой применяется в основном для соединения в крупных машинах выводных концов обмоток якорей с ленточными петушками коллекторов.
Петушки коллектора совместно с вложенными в них выводными концами катушек нагреваются до температуры пайки пламенем паяльной лампы. К разогретому петушку пластины подносят палочку припоя. Нагреваясь от пламени паяльной лампы и пластины коллектора, припой расплавляется и, затекая в шлиц коллектора, смачивает выводные концы и боковые поверхности шлицев, прочно спаивая их.
Для разогрева пластин паяльной лампой затрачивается значительное время, так как приходится прогревать каждую пластину в отдельности, но качество пайки при этом бывает достаточно высоким.
Пайка с помощью паяльника применяется при пайке бандажей якоря. Проволочный бандаж, наложенный на якорь или ротор из облуженной проволоки, промывают при помощи волосяной кисти флюсом. На бандаж для его прогрева накладывают электродуговой паяльник и к нему подводят палочку припоя. Наплывы расплавленного припоя разравнивают на бандаже паяльником. Последовательно прогревая участки бандажа и расплавляя припой, производят полную пропайку всего бандажа.
Технология и оборудование производства электрических машин - Пайка соединений в обмотках мягкими припоями
- Подробности
- Категория: Электрические машины
Содержание материала
Страница 69 из 83
- Вы здесь:
- Главная

- Оборудование
- Эл. машины
- Технология и оборудование производства электрических машин