Одновитковые катушки якорей изготовляют из медных проводов прямоугольного сечения.
Для катушек электрических машин с изоляцией класса А применяют изолированные провода марок ПБД и ПЭВП, а для машин класса В катушки изготовляют из неизолированных медных проводов и проводов, изолированных стеклянной изоляцией марки ПСД. Процесс изготовления катушек из голых медных шин очень трудоемкий, так как на каждый проводник необходимо наложить витковую изоляцию из микаленты, что обычно делают вручную.
За последнее время неизолированные провода вытеснены проводами марки ПСД. Из проводов этой марки изготовляют также катушки для машин с изоляцией класса F. В катушках якоря электрических машин с изоляцией класса Н применяют провода марок ПСД К и ПСД КТ. Для примера конструкции одновитковых катушек на рис. 8-1 изображена катушка якоря тягового электродвигателя с кремнийорганической изоляцией.
Технологический процесс изготовления одновитковых катушек якорей состоит из нижеописанных основных последовательно выполняемых операций. Форму катушки, предусмотренную чертежом, получают в результате выполнения четырех гибочных операций: формовки головки, разводки лобовых частей и формовки верхней и нижней полукатушек (две операции).
Формовка головок.
Формуется головка в результате перегиба проводников «на ребро». Операцию формовки выполняют на станках различной конструкции, но чаще на станке, изображенном на рис. 8-2. На плите 3 квадратного стола 2 этого станка укреплены пневматический цилиндр 11 для бокового прижима пакета меди и поворачивающаяся вокруг шарнира 4 верхняя плита 7 с вертикальным прижимом 5. Под крышкой стола расположен вертикальный вал 9 с насаженной на него червячной шестерней редуктора 8, получающего вращение от электродвигателя 10. Червячная шестерня имеет палец 13 с роликом 12, которым производится загибка пакета шин на ребро.
Работа на станке осуществляется в следующей последовательности: набранный пакет шин закладывают в паз, образованный между сменной оправкой 6 (с радиусом, равным внутреннему радиусу формуемой головки) и подвижной прижимной планкой, связанной с боковым цилиндром 11.

Рис. 8-1. Катушка якоря:
1 — провод медный ПСДКТ 1,56 X 10; 2— простынка из гибкою слюдинита; 3 — лента стеклянная; 4 — стеклолакоткань
Затем опускают верхнюю плиту 7 и, вращая маховик 5 вертикального винта, прижимают ее к оправке и пакету меди. При включении пневмоцилиндра пакет медных шин закрепляется давлением наконечника штока цилиндра.
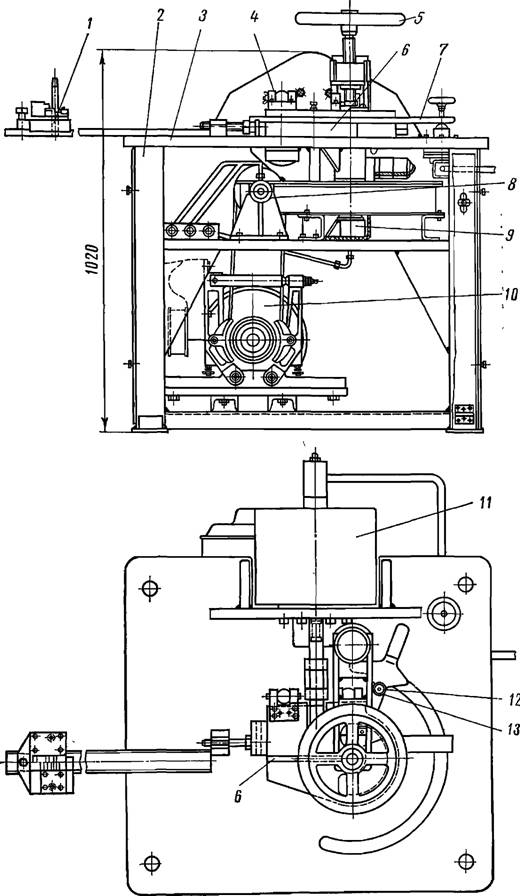
Рис. 8-2. Станок для формовки головок одновитковых катушек
Проложив между пакетом шин и роликом клин (радиус загибки у катушек различный и палец находится от оси вращения на большем расстоянии, чем радиус загибки), включают электродвигатель; палец с роликом, описывая полукруг, через клин загибает пакет медных шин вокруг закругленного торца оправки.
Разводка лобовых частей.
Следующей гибочной операцией изготовления одновитковых катушек является операция разводки лобовых частей на пневматических приспособлениях (рис. 8-3). Приспособление закрепляется на столе за лапы сварного основания 2. Пакет шин, согнутых на ребро, головкой устанавливают в паз между неподвижной 10 и подвижной 9 губками. Нажимом на педаль 11 поворачивают кран 12 и этим производится включение пневмоцилиндров. Пневмоцилиндр 7 подвижной губкой закрепляет головку пакета шин, а цилиндры 1 и 8, имеющие штоки-рейки, приводят во вращение зубчатые секторы 3 и 6 с планками 5 ш4, посредством которых производится развод лобовых частей на заданное расстояние.

Рис. 8-3. Пневматическое приспособление для разводки лобовых частей
На рис. 8-3 положение планок 4 и 5 показано в конце развода. Первоначально они занимают вертикальное положение.
Формовка полукатушек.
Операции формовки полукатушек являются завершающими гибочными операциями, после выполнения которых получают катушку формы, предусмотренной чертежом.
Формовка полукатушек — самая сложная и трудоемкая из гибочных операций. Производится она на большинстве заводов на специальных гибочных приспособлениях, называемых горбылями. Для гибки катушек волновой обмотки таких горбылей применяют два: на одном из них формуют нижнюю, на втором — верхнюю полукатушки. На рис. 8-4 показан горбыль для формовки верхней части катушки, изображенной на рис. 8-1. Горбыль представляет собой сварную конструкцию из толстой листовой стали, выполненную в виде макета части сердечника якоря, в которой будет укладываться изготовляемая катушка. Заложив головку заготовки в продольный паз, а лобовую часть нижней полукатушки — в паз между упором 4 и прижимом 2 и закрепив их эксцентриком 1, приступают к формовке верхней полукатушки.

Рис. 8-4. Горбыль для формовки верхней части катушки якоря
При формовке верхней полукатушки первоначально выгибают по радиусу лобовую часть, затем пазовую, потом вторую лобовую часть и наконец отгибают концы катушки. Катушку гнут ударами молотка по медным шинам. После гибки каждая часть эксцентриковым зажимом закрепляется между упорами 6 и 8 и подвижными прижимами 3, 5, 7. Для получения заданного чертежом расстояния между концами катушки помещают прокладки 10, шарнирно закрепленные на оси 9, которые последовательно закладывают между концами по мере их гибки. После формовки, освободив эксцентриковые зажимы, катушку снимают с горбыля. Для облегчения веса горбыля в его теле сделаны прямоугольные окна. Завершающими операциями изготовления катушек являются операции изолировки, контроля и упаковки.