ГЛАВА XV
ПРОПИТКА И СУШКА ОБМОТОК
§ 15-1. Назначение пропитки
В процессе изготовления и после укладки в пазы статоров, роторов и якорей обмотки пропитываются лаками или компаундами с последующей сушкой.
В результате пропитки и сушки улучшаются следующие свойства электрической изоляции:
- повышается нагревостойкость;
- улучшается теплопроводность обмоток за счет уменьшения воздушных прослоек между проводниками и стенками паза сердечника;
- повышается влагостойкость изоляции, особенно волокнистой, из-за уменьшения гигроскопичности в результате заполнения пор и создания лаковой пленки, препятствующей проникновению влаги внутрь обмотки;
- повышается электрическая прочность изоляции, так как электрическая прочность пропиточных материалов выше электрической прочности воздуха, находящегося между волокнами непропитанных материалов;
- повышается механическая прочность изоляции, так как пропитанная обмотка имеет хорошо сцементированные витки, плотно- и прочно сидящие в пазах сердечников. Благодаря этому предотвращается перемещение проводников в результате вибрации и связанное с этим повреждение изоляции от истирания.
Наружные поверхности обмоток после сушки окрашивают покровными эмалями и лаками. Образующаяся в результате этого твердая и гладкая пленка толщиной 50—60 мкм хорошо защищает изоляцшо от влаги, смазочных масел и скапливания пыли.
§ 15-2. Методы пропитки
Для пропитки обмоток пользуются следующими методами:
- погружением в лак;
- на стендах с нижней подачей лака;
- струйным поливом;
- компаундированием;
- вакуумно-нагнетательным способом.
Выбирают метод пропитки в зависимости от типа лака и конструкции обмоток.
Метод пропитки погружением. Этот метод является наиболее распространенным способом пропитки лаками, содержащими растворитель, как отдельных катушек, так и обмоток, уложенных в пазы сердечников. Для лучшего проникновения лака в обмотки, уложенные в пазы сердечников, последние перед погружением в лак нагреваются до температуры 60—70°.
Перед пропиткой водноэмульсионным лаком ПФЛ-86 нагревать сердечники не следует во избежание распада эмульсии.
Режим пропитки зависит от назначения электрической машины, конструкции обмоток и типа лака. Так, количество пропиток бывает от одной и более, а время выдержки обмотки в лаке колеблется от нескольких секунд до одного часа.
Время выдержки обмоток в лаке при первой пропитке (15 мин — 1 ч) значительно больше, чем при последующих погружениях, так как при первом погружении происходит основное заполнение пор и воздушных прослоек в изоляции.
При любой пропитке обмотка должна находиться в лаке до прекращения выделения пузырьков воздуха.
Для лучшего проникновения лака в обмотку у погружаемых в бак с лаком изделий пазы сердечников должны быть расположены вертикально или под небольшим углом. Якорь электрической машины погружают в лак коллектором вверх.
Во время пропитки обычно бывает сложно защищать концы валов, посадочные поверхности статоров и шайб якорей, поэтому сразу после пропитки лак с этих поверхностей удаляют, протирая посадочные поверхности хлопчатобумажными салфетками, смоченными в растворителе.
В пропиточном отделении должен быть установлен жесткий контроль за составом и чистотой лака. Пропиточные ванны и котлы необходимо периодически очищать от остатков лака, а погружаемые в лак изделия перед пропиткой обязательно продувать чистым сжатым воздухом для удаления с них пыли и грязи. Ежедневно и после каждого разведения проверяют вязкость лака, а через два-три дня — содержание основы лака.
При обычном методе пропитки на удаления растворителей в процессе сушки затрачивается значительное время — 10—12 ч.
Для ускорения процесса пропитки и последующей за ним сушки за рубежом был разработан новый метод пропитки. Сущность этого метода заключается в том, что изделие, подлежащее пропитке, нагревают до температуры, несколько превышающей температуру кипения растворителя, а затем погружают на 10—20 сек в ванну с лаком, имеющим температуру цеха. У слоев лака, соприкасающихся с якорем, нагретым до температуры 160°, резко снижается вязкость, в результате чего лак лучше проникает в поры обмотки и при этом большая часть растворителя испаряется из обмотки.
Время сушки после пропитки для удаления оставшегося растворителя сокращается таким образом до 1—2 ч.
Метод пропитки погружением имеет ряд недостатков. Целью операции является пропитка изоляции обмоток и пазов сердечника, а в лак приходится погружать сердечник целиком. В результате этого увеличивается расход лака за счет покрытия им металлических деталей. К тому же этот лак приходится с посадочных поверхностей смывать вручную.
На наружной поверхности статора образуется лаковая пленка, которую очень трудно смыть, при окраске по ней качество покрытия получается невысоким.
После пропитки в течение 20—30 мин с изделий на поддоны стекает лак.
Выделяемые в это время пары растворителей, а также испарения с поверхности лака пропиточных ванн приводят к загазованности пропиточно-сушильных отделений.
При определенной концентрации паров растворителей пропиточное отделение становится взрыво- и пожароопасным и вредным для здоровья находящихся в нем работников. Исключение составляют пропиточные отделения с водноэмульсионными лаками.
Метод пропитки с нижней подачей лака.
Изделия, подлежащие пропитке, устанавливают на специальные стенды (рис. 15-3; описание см. § 15-4). К стендам снизу подведен лакопровод, через который внутрь статора или в бачок для ротора подается пропиточный состав.
При данном методе пропитки в сравнении с пропиткой погружением сокращается расход лака, так как в процессе пропитки лак покрывает главным образом пропитываемые обмотки и поэтому излишне не расходуется; меньше загрязняется пропиточный состав, так как с наружной поверхностью статоров, которая не всегда бывает чистой, лак не соприкасается; замывать приходится у статоров только одну посадочную поверхность, а у роторов и якорей — конец вала, который при пропитке находился внизу бачка.
Резкое уменьшение загазованности, отсутствие больших масс лака в открытых емкостях создает благоприятные условия для работы в пропиточных отделениях и делает их менее опасными в пожарном отношении.
Метод пропитки на стендах имеет и недостатки:
меньшая производительность, чем при пропитке погружением;
необходимость выполнения дополнительных работ — замазывание замазкой или закрытие крышками отверстий в статоре для предохранения от вытекания лака при пропитке.
Метод пропитки на стендах с нижней подачей лака рационален в условиях индивидуального и мелкосерийного производства.
Метод пропитки струйным поливом.
Применение для пропитки обмоток лаков типа КП, разработанных ВНИИЭМ, позволяет по-новому подойти к процессу пропитки и сушки. Лак типа КП — лак без растворителя.
Институтом ВНИИТЭЛЕКТРОПРОМ для пропитки статоров единой серии 1—5-го габаритов создан новый метод пропитки струйным поливом в сочетании с индукционным нагревом для сушки.
Метод пропитки струйным поливом заключается в следующем. Статор, обмотка которого подлежит пропитке, устанавливают вертикально (на одну из горловин). На верхнюю лобовую часть его поливается лак. Проникающий в обмотку лак хорошо заполняет имеющиеся в ней промежутки и поры, вытесняя находящийся там воздух.
Изделия, пропитанные в лаках типа КП, при нагревании быстро высыхают. Применяемый для этого индукционный способ нагрева позволяет разогреть пропитанные статоры асинхронных электродвигателей 1—5-го габаритов до необходимой температуры 160— 170° за 6—10 мин.
Небольшое время полимеризации лака позволяет не выдерживать изделия при этой температуре, так как лак успевает полимеризоваться за время остывания статора.
Качество пропитки лаками типа КП обычно высокое, обмотка монолитна, хорошо сцементирована. При испытании на тепловое старение статоры, пропитанные лаками типа КП, выдерживают большее количество пробных циклов до выхода из строя, чем статоры, пропитанные лаком № 447.
Компаундирование обмоток.
Компаундирование обмоток в битумных компаундах — процесс, несколько отличный от пропитки обмоток в лаках.
Компаундированию подвергаются полюсные катушки с изоляцией класса А и катушки статоров высоковольтных электрических машин и машин, работающих на воздухе в условиях с высокой влажностью. В процессе компаундирования компаундная масса, подаваемая в котел под давлением, опрессовывая катушку, хорошо заполняет промежутки между проводами, между проводами и наружной изоляцией. Хорошему проникновению битумной массы в катушку способствует вакуумирование катушек перед подачей в автоклав битума, в результате этого из промежутков и пор изоляции удаляются воздух и влага.
Процесс компаундирования осуществляется в автоклавных установках (рис. 15-1). Рассмотрим процесс на примере компаундирования полюсных катушек.
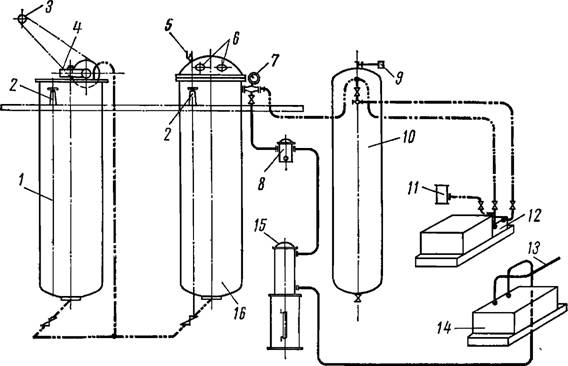
рис. 15-1. Схема установки для компаундирования:
— •— —• массопровод; —..— воздушная сеть; — вакуумная сеть
Катушки, подвергаемые компаундированию, загружают в автоклав 16 в специальных сетчатых люльках. На крышке автоклава имеются два смотровых окна 6 и кран 5 для выпуска воздуха, а сбоку установлен моновакуумметр 7 для измерения давления или разрежения внутри автоклава.
Битумный компаунд подается в автоклав из смесительного котла 1 при открытии кранов 2.
Масса, находящаяся в котле в жидком состоянии, перемешивается мешалкой, приводимой во вращение от электродвигателя 3 через червячную передачу 4.
При перемешивании не происходит осаждения твердых частиц битума на дно бака и создаются условия для одинакового нагрева всей массы. Нагревается масса за счет передачи тепла от масла, имеющего температуру 195 -=- 200° и циркулирующего между двойными стенками автоклава и котла.
Для того чтобы масса не охлаждалась в массопроводе, он окружен защитной рубашкой. Между рубашкой и массопроводом тоже циркулирует нагретое масло.
Разрежение в автоклаве создается при помощи вакуум-насоса 14, а давление — компрессором 12.
Отсасываемый насосом воздух, проходя через маслоуловитель 8 и конденсатор 15, очищается от загрязнения битумной массой и выбрасывается в атмосферу через трубу 13.
Для очистки от пыли и влаги забираемого компрессором воздуха служит фильтр 11.
Подача воздуха в автоклав может производиться непосредственно от компрессора или через воздушный резервуар 10, при этом ускоряется поднятие в автоклаве давления.
Резервуар 10 оборудован предохранительным клапаном 9, который автоматически открывается в случае превышения давления.
Операция компаундирования начинается с загрузки катушек в люльку автоклава. Катушки в нее укладываются таким образом, чтобы ко всем поверхностям их был обеспечен свободный доступ компаундной массы. Для этого между слоями катушек прокладывают стальные прутья диаметром 10—15 мм, в результате чего создается необходимый зазор между ними.
Загрузив катушки в автоклав, крышку котла плотно не закрывают и производят сушку катушек в течение 6 ч при атмосферном давлении.
Далее в течение 2 ч сушка продолжается под вакуумом. Для этого крышку котла плотно затягивают болтами и из автоклава вакуум-насосом откачивается воздух до остаточного давления 160 мм рлг. ст.
Пуск компаунда из мешалки в автоклав производится при вакууме, битумная же масса должна быть хорошо перемешена и иметь температуру 175—185°.
Заполнив автоклав массой и открыв кран 5 для сообщения с атмосферой, катушки в автоклаве выдерживают в течение 1 ч.
Затем создается возможно больший вакуум (остаточное давление не более 15—20 мм рт. ст.), который поддерживается в течение 15 мин, далее в течение 15 мин в автоклаве создается давление 6—7 атм.
Процесс вакуум — давление чередуется четыре раза. В процессе давления, производится гидростатическая опрессовка изоляции и одновременная пропитка ее, при этом уровень битумной массы в котле может понизиться. Необходимо следить за тем, чтобы масса полностью покрывала верхний слой катушек не менее чем на 50 мм.
Закончив чередование процесса вакуум — давление, катушки в автоклаве в течение Аз пропитывают под давлением 6—7 атм.
По окончании пропитки компаундная масса из автоклава выпускается в мешалку, массопровод продувается воздухом, открывается крышка автоклава и при атмосферном давлении в течение 1 ч с катушек стекают излишки массы.
Вынутые из автоклава катушки должны иметь температуру не ниже 50° и с них немедленно должна быть снята временная киперная лента, которой их покрывали перед компаундированием. При более низкой температуре компаунд твердеет и ленту снять с катушек трудно.
Качество пропитки катушек обеспечивается соблюдением предписанного технологического процесса. Изоляция катушек не должна иметь повреждений и наплывов, что контролируется внешним осмотром. Пропитка катушек должна быть сквозной. Проверка качества пропитки производится работниками ОТК периодически, но не реже одного раза в месяц, путем вскрытия нескольких катушек от разных партий.
При пропитке компаундной массой статорных высоковольтных катушек режим по времени выполнения отдельных операций может быть несколько иным, существо же процесса остается неизменным.
Вакуумно-нагнетательный способ пропитки.
Пропитка катушек возбуждения в кремнийорганическом лаке. Пропитка катушек главных полюсов с параллельной обмоткой, имеющих большое количество витков, методом погружения затруднительна.
Еще большее затруднение для проникновения лака создают детали шаблона, на котором, например, пропитываются в кремнийорганическом лаке К-47к катушки с изоляцией класса Н. Поэтому такие катушки пропитываются вакуумно-нагнетательным способом.
Установка для пропитки таким способом состоит из автоклава, бака с лаком, вакуум-насоса и компрессора.
Последовательность процесса следующая: сушка катушек перед пропиткой в печи; охлаждение на воздухе до температуры70—80°; сушка катушек под вакуумом в автоклаве; пропитка лаком под давлением б—8 атм; стекание с катушек излишков лака; продувка катушек в автоклаве воздухом при помощи вакуум-насоса при открытой крышке автоклава; сушка катушек в печи.
Пропитка катушек с изоляцией типа «м о н о л и т». Рассмотрим технологический процесс изготовления катушек с изоляцией типа «монолит» на примере изготовления моноблоков дополнительного полюса (см. рис. 9-10).
До операции пропитки моноблоков технологический процесс изготовления катушек с изоляцией типа «монолит» аналогичен процессу изготовления полюсных катушек из шинной меди «на ребро», за исключением операции пропитки витковой изоляции, которая совмещена с операцией пропитки моноблоков.
Перед пропиткой производят изолирование сердечников полюса и сборку моноблоков.
Сердечники полюсов, предварительно обезжиренные протиркой хлопчатобумажными салфетками, смоченными в бензине, закрепляют в тисках, вручную плотно обертывают изоляцией и туго утягивают лентой.
На подготовленный таким образом сердечник плотно под некоторым усилием насаживается катушка.
Установка для пропитки моноблоков вакуумно-нагнетательным способом состоит из автоклава с масляным обогревом; аппарата для приготовления компаунда, имеющего масляный обогрев и мешалку; аппарата для разогрева отвердителя с масляным обогревом и мешалкой; вакуумного насоса; компрессора; печи электрической; пропиточного бака, помещенного в автоклаве. Пропитываются изделия в баке, а не непосредственно в автоклаве, потому что выемной бак легче периодически вычищать от остатков налипшей смолы, чем стационарный автоклав.
Пропитка моноблоков производится в эпоксидном компаунде, приготовляемом смешением смолы Арольдит F с отвердителем МТ-907.
Отвесив необходимое количество смолы и отвердителя (в соотношении 100 : 80 весовых частей), смолу загружают в аппарат для приготовления компаунда, а отвердитель в аппарат для расплавления.
В обоих аппаратах составные части компаунда нагреваются при перемешивании до температуры 50—55°, а затем по трубопроводу отвердитель подается в аппарат для приготовления компаунда, в котором смешивается со смолой. Приготовленный компаунд в аппарате нагревается до температуры 60°. В связи с этим пропитываемые моноблоки, пропиточный бак и автоклав должны иметь такую же или близкую к этой температуру.
При соприкосновении с холодными катушками и баком компаунд загустеет и потеряет жидкотекучесть, пропитки в этом случае не произойдет.
Перед впуском компаунда автоклав с пропиточным баком разогревается до температуры 60 ± 5°. Катушки специально не нагревают. Перед пропиткой их сушат в печи при температуре 110—130° в течение 6 ч, после чего охлаждают до температуры 55—60°, укладывают в контейнер незакрашенной стороной вверх и загружают в бак.
Между сердечником полюсов прокладывают металлические рейки толщиной 3 мм, предохраняющие катушки от слипания.
Загруженные в бак автоклава моноблоки при температуре 60° сушатся в течение 2 ч в условиях вакуума (остаточное давление 4-5 мм рт. ст.). Затем пропиточный бак в условиях вакуума заполняется компаундом, далее вакуум снимают и в автоклаве создается давление 5—6 атм, которое выдерживается в течение 1 ч.
После пропитки давление в автоклаве понижается до 0,5 атм избыточного, кран открывают и по трубопроводу компаунд перегоняется в аппарат, в котором он был приготовлен.
Открыв крышку автоклава, в течение 10 мин с моноблоков стекают излишки лака, затем производится их запечка в печи при температуре 140—150° в течение 20 ч.
Завершают изготовление моноблоков операции: зачистка выводных пластин, прогонка резьбы метчиком, окраска катушек эмалью и контроль.