Если у одного и того же листа железа замерить ширину пазов и их расположение относительно друг друга, то можно убедиться, что они отличаются, хотя и на небольшую величину.
Это происходит потому, что при изготовлении штампа всегда неизбежны погрешности. Но эти погрешности не окажут влияния на размер и качество поверхности пазов сердечника, если собирать пакет из листов железа, вырубленного одним и тем же штампом, а располагать их в таком же положении, как они штамповались.
Узнать, каким штампом вырублен лист, можно по матричному (шихтовочному) знаку, который вырубается каждым штампом на различном расстоянии от шпоночной канавки.
Шихтовочный знак обычно делается в виде одной или двух выкружек у листов якоря и ротора на внутреннем диаметре, а у статорных листов — на наружном диаметре (см. рис. 4-16).
Перед сборкой на вал листы железа должны быть сориентированы по шпоночной канавке и шихтовочному знаку.
Для этой цели применяются станки различных конструкций.
Ориентирование листов сердечников роторов. Несмотря на различное конструктивное выполнение, все станки для ориентирования листов сердечников роторов можно разделить по расположению шихтовочной оправки на два вида: с вертикальной осью вращения (рис. 5-3, а) и горизонтальной осью вращения (рис. 5-3, б).
Станок (см. рис. 5-3, а) состоит из стола 1 и закрепленных на нем электродвигателя 2 и шихтовальных головок 3 и 4.
Головки имеют для каждого типа листа ротора сменный комплект деталей: оправку 7, насадку 6 и шпонку 5.
Работает станок следующим образом. От электродвигателя через ременную передачу вращение передается шпинделям 8 головок и находящимся на них насадкам 6.
На вращающуюся насадку набрасываются листы ротора, которые за счет трения увлекаются ею и вращаются до тех пор, пока шпоночная канавка листа не совпадает со шпонкой. После этого лист ротора опускается на оправку.
Набрав определенное количество листов, сориентированных по шпоночной канавке и шихтовочному знаку, их снимают с оправки и передают на операцию набора пакета ротора на технологическую оправку или вал ротора.
При работе одновременно двух головок производительность станка повышается. В тот момент, когда с одной из них снимается пакет сориентированных листов, на второй производится их шихтовка.
Станок второго типа (см. рис. 5-3, б) также несложен по конструкции. Устанавливается он обычно около шихтовочного пневмопресса. Валик 2, закрепленный одним концом в шпинделе 3, другим — в оправке 7, получает вращение от электродвигателя 5 через шестеренчатый редуктор 4.
Листы ротора надеваются на оправку 1 и валиком оправки приводятся во вращение.
При совпадении шпоночной канавки листа с оправкой 1 лист перестает вращаться и зависает на ней. Каждый из описанных видов станков имеет свои достоинства и недостатки. Для ориентирования листов на станках с вертикальной осью вращения требуется для каждого типа листов изготовлять свои оправки, на станках же с горизонтальной осью вращения ориентирование листов разных типов машин можно производить без переналадки, что очень удобно в условиях многономенклатурного мелкосерийного производства. Однако станки с вертикальной осью вращения более производительны, так как допускают большую скорость вращения листов при ориентировании, чем станки с горизонтальной осью вращения. При увеличении скорости вращения оправок последних, в результате инерции, листы иногда не задерживаются шпонкой, а, проскальзывая, продолжают вращаться.
Ориентирование листов по шпоночной канавке и шихтовочному знаку якорей электрических машин постоянного тока, как правило, производится вручную. Листы якорей, имеющие открытые пазы, при малейшем изгибе зубцов сцепляются один с другим и поэтому механизировать их подбор трудно.
Ориентирование листов сердечников статоров. Для ориентирования листов статоров также применяются станки двух типов. Листы статора единой серии имеют шихтовочный знак в виде наружного выступа 2x2 мм и ориентируются на станках с вертикальной осью вращения (рис. 5-4, а).
Принцип работы таких станков аналогичен принципу работы станков для подбора листов ротора.
На рис. 5-4, б показана конструкция станка для ориентирования листов статоров крановых электродвигателей.
На металлической плите 1 смонтирована наклоняемая плита 2 с приваренной к ней станиной 4. На этой же плите установлен электродвигатель В.
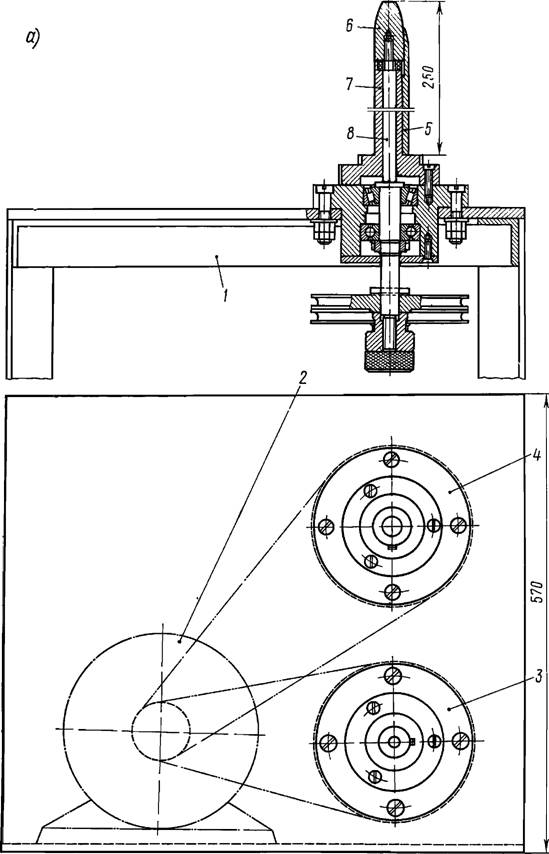

Рис. 5-3. Станки для ориентирования листов роторов по шпоночной канавке: а — с вертикальной осью вращения; б — с горизонтальной осью вращения

Рис. 5-4. Станки для шихтовки листов статора:
а — с вертикальной осью вращения: 1 — упор; 2 — стойка; 3 — оправка; 4 — головка;
5 — рамка; б — с горизонтальной осью вращения
На станине смонтированы шпиндель 5 со сменной оправкой 7 и нож-улавливатель 6.
В рабочем положении шпиндель имеет наклон 5—10°, создаваемый поворотом плиты 2 с помощью рукоятки 8 с эксцентриком.
Листы статора, подлежащие ориентированию, пачками по 40— 50 штук надеваются на вращающуюся оправку 7 и, увлекаемые ею, вращаются до тех пор, пока поочередно у каждого листа прямоугольная шпоночная канавка на наружном диаметре не попадет против ножа.
На станке производится ориентирование листов статора трех габаритов. Для каждого из них устанавливаются свои оправка 7 и нож 6.