Коллекторы в процессе производства испытываются на механическую и электрическую прочность, на отсутствие замыкания между медными пластинами.
На механическую прочность коллектор проверяется в процессе операций разгона. Испытание на электрическую прочность производится переменным током частотой 50 Гц.
Испытуемый коллектор устанавливают на испытательный стол и туго обвязывают по рабочей поверхности стальной проволокой, навитой в виде спирали. От испытательной установки один электрод присоединяется к стальной проволоке, закорачивающей пластины, а другой — к втулке коллектора, при этом испытывается прочность миканитовых конусов и миканитового цилиндра. Затем включают рубильник и реостатом доводят напряжение до заданной величины. Под этим напряжением коллектор выдерживают в течение 1 мин. Затем напряжение реостатом плавно снижают до нуля, выключают рубильник, отсоединяют электроды и снимают закорачивающую проволоку.
Величина испытательного напряжения зависит от рабочего напряжения, на которое рассчитана изоляция машины.
Например, для электрических машин на напряжение от 401 до 700 в испытательное напряжение устанавливают равным 5 кв.
Для испытания на отсутствие замыкания между медными пластинами одновременно подводят испытательное напряжение к двум смежным коллекторным пластинам. В этом случае величина напряжения колеблется в зависимости от толщины миканитовых прокладок и для коллекторов с прокладками 0,6 мм составляет 300 в, 0,8 мм—460 в, 1 мм — 500 в и 1,15 мм — 550 в.
При немеханизированном испытании, которое еще встречается в практике заводов, оператор вручную подводит напряжение двумя щупами поочередно к каждой паре соседних пластин. В случае замыкания между пластинами загорается лампочка или звонит звонок. Если замыкание произошло на наружной поверхности, например в результате заволочки меди при проточке рабочей поверхности коллектора, то оно устраняется с помощью шабера или напильника.
В остальных случаях, т. е. при пробое изоляции или замыкании между пластинами внутри, мелом намечают дефектные пластины и коллектор отправляют в ремонт.
При испытании на электрическую прочность и отсутствие замыкания между медными пластинами должны строго соблюдаться правила техники безопасности при работе на высоковольтных испытательных установках.
Ручное испытание на отсутствие короткого замыкания между пластинами — трудоемкий процесс, при котором могут быть не проверены отдельные пластины.
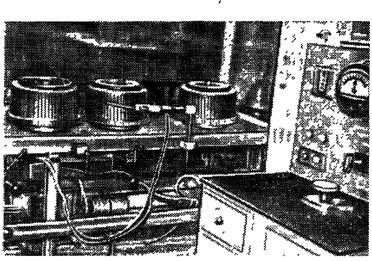
Рис. 6-21. Стенд для испытания коллекторов
Более производительным и качественным является испытание коллекторов на специальных стендах (рис. 6-21). Испытательный стенд выполнен в виде стола с размерами 600 ммХ X 2500 мм и высотой 800 мм.
На столе имеются три вращающихся диска, на которые устанавливают коллекторы в процессе испытания. Диски имеют ручной и механический привод.
Под столом смонтированы механизмы вращения дисков и электросхема.
Стенд установлен на специальном огороженном участке, пульт управления и пробивной трансформатор находятся на некотором расстоянии от стенда.
Последовательность испытаний коллектора следующая. В центр каждого вращающегося диска устанавливается по коллектору.
Перед испытанием оператор, вращая диски ручным приводом, производит внешний осмотр коллектора.
В процессе испытания напряжение на пластины подается от трансформатора при помощи двух щупов, один из которых можно переставлять. Щупы привернуты к держателю, закрепленному на стенде. В зависимости от ширины коллекторной пластины щупы настраивают так, чтобы при вращении коллектора они скользили одновременно по двум соседним пластинам. Щупы изготовляют из полос пружинной стали, на концах их припаивают серебряные контакты. Усилие прижатия щупов к коллектору составляет 50—100 Г (0,49— 0,98 п).
После внешнего осмотра и подвода щупов в соприкосновение с коллектором оператор закрывает стенд раздвижным ограждением и с пульта управления включает установочные диски, которые начинают вращаться, и рабочее напряжение.
Подача напряжения на щупы сблокирована с раздвижным ограждением и может быть осуществлена в том случае, когда двери ограждения закрыты.
Если соседние пластины замкнуты, то на пульте загорается лампочка, звонит звонок и вращение коллектора прекращается. Пластины, на которых остановились контакты щупов, помечаются оператором, и это означает, что между пластинами имеется короткое замыкание, подлежащее устранению.
Все коллекторы, установленные на вращающихся дисках, испытываются поочередно. На стенде держатели со щупами укреплены в двух местах. Эти места выбраны с таким расчетом, чтобы с каждого из них щупы могли входить в контакт поочередно с двумя соседними коллекторами.
Дискам можно задавать различную скорость вращения: 1—0,5—0,25 об/мин, чтобы обеспечить одинаковую линейную скорость перемещения щупов по рабочей поверхности коллекторов с разными диаметрами.
Автоматическое испытание коллекторов повышает производительность труда, позволяет получить стабильные и объективные результаты и делает работу безопасной.
Технология и оборудование производства электрических машин - Контроль коллекторов
- Подробности
- Категория: Электрические машины
Содержание материала
Страница 35 из 83
- Вы здесь:
- Главная

- Оборудование
- Эл. машины
- Ревизия и ремонт статоров электродвигателей АЭС