ГЛАВА IV
ШТАМПОВКА ДЕТАЛЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН
§ 4-1. Характеристика электротехнической стали
Согласно ГОСТ 802—58 тонколистовая электротехническая сталь металлургическими предприятиями изготовляется следующих марок:
Э11, Э12, Э13;
Э21, Э22;
Э31 Э32-941, Э42, Э43, Э43А, Э44, Э45, Э46, Э47, Э48;
Э310, Э320, Э330, Э330А, Э340, Э370, Э380;
Э1100, Э1200, Э1300, Э3100, Э3200.
Буквы и цифры в марках электротехнической стали обозначают: Э — электротехническая сталь; первая цифра — степень легирования кремнием: до 3,3% в среднелегированной и до 5% в высоколегированной. С увеличением кремния сталь становится более хрупкой, при штамповке больше изнашиваются рабочие части штампа. Вторая цифра — гарантированные электрические и механические свойства. Третья цифра — сталь холоднокатаная текстурованная. Четвертая — сталь холоднокатаная малотекстурованная.
Согласно стандарту электротехническая сталь может быть горячекатаной и холоднокатаной, нормального проката и проката повышенной точности (в конце марки ставится дополнительная буква П).
Наибольший допуск по толщине ±0,05 мм имеет горячекатаная сталь нормального проката. У проката повышенной точности этот допуск равен ±0,04 мм.
Холоднокатаная сталь в обоих видах проката изготовляется по толщине более точно, чем соответственно горячекатаная. Кроме* того, Она имеет меньшую «разнотолщинность» одного листа и более высокую чистоту поверхности.
§ 4-2. Раскрой листов
Металлургические заводы тонколистовую сталь поставляют в листах, размеры которых стандартизованы соответствующими: ГОСТами. Например, по ГОСТ 802—58 электротехническая сталь толщиной 0,5 мм марок ЭИ, Э12, Э13, Э21, Э22 выпускается в листах следующих размеров (ширина X длина в мм): 600 X 1200; 670 X X 1340; 750 X 1500; 860 X 1720; 1000 X 2000.
Стандартизованы также припуски на штамповку, наружные диаметры статоров и якорей (табл. 5), которые должны быть приняты конструктором при разработке чертежей новых электрических машин (предпочтение отдается выделенным цифрам).
Для штамповки деталей на прессах листы стали должны быть разрезаны на полосы соответствующих размеров.
Резка листов на полосы производится на основании карт раскроя. На рис. 4-1 показаны карты раскроя листов сердечников.
Шкала наружных диаметров статоров и припуски на штамповку
(из нормали ОА.А.614.004-59)
Диаметр статора, мм | Припуск на штамповку, мм (на обе стороны) | Диаметр статора, мм | Припуск на штамповку, мм | Диаметр статора, мм | Припуск на штамповку, мм |
42 | 4 | 120 | 5 | 458 | 7 |
49 | 4 | 135 | 5 | 493 | 7 |
56 | 4 | 155 | 5 | 590 | 10 |
63 | 4 | 182 | 5 | 660 | 10 |
70 | 4 | 210 | 5 | 740 | 10 |
76 | 4 | 245 | 5 | 850 | 10 |
84 | 4 | 294 | 6 | 990 | 10 |
92 | 4 | 344 | 6 |
|
|
102 | 5 | 393 | 7 |
|
|
При составлении карт раскроя исходят из возможности наиболее1 полного использования листа. Наилучшим вариантом раскроя является тот, при котором лист раскраивается на полосы без остатка».
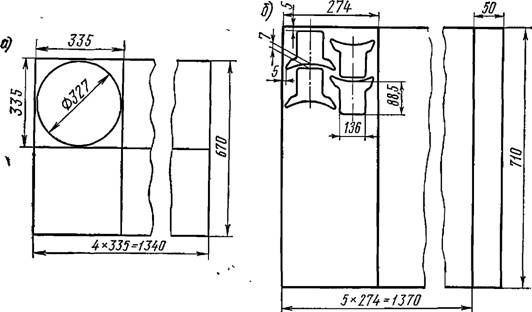
Рис. 4-1. Карты раскроя: а — статора; б — главного полюса
Наиболее полное использование металла имеет важное народнохозяйственное значение. Один килограмм электротехнической стали марки Э13 толщиной 0,5 мм в зависимости от размеров листа стоит от 21 до 28 коп.
О степени использования листа судят по коэффициенту использования. Коэффициент использования листа (kи) — отношение общей площади вырубленных деталей к площади листа:
площади листа:
где F — площадь детали, мм2. При определении площади листа якоря (статора) принимается площадь круга с диаметром,
равным наружному диаметру листа;
N — число деталей, вырубленных из листа;![]() а — ширина листа, мм; b — длина листа, мм;
а — ширина листа, мм; b — длина листа, мм;
Пример. Требуется определить коэффициент использования листа при вырубке из него листа статора диаметром 327 мм. По карте раскроя (рис. 4-1, а)
находим, что из листа размером 670 X 1340 мм вырубается восемь кружков, тогда

Рис. 4-2. Квадратная форма листа статора

Коэффициент использования листа электротехнической стали может быть увеличен за счет:
1) вырубки деталей в шахматном порядке (см. рис. 4-19, а). Такая схема штамповки применяется при вырубке листов сердечников электродвигателей небольших габаритов на прессах автоматах (см. § 4—11);
- изменения формы листов статора с круглой на квадратную (рис. 4-2);
- использования выштамповок от осевого отверстия для листов сердечников меньших электродвигателей.