Для контроля паяных соединений головок стержней гидрогенератора с водяным охлаждением обмотки статора применяют ультразвуковой или вихревой метод дефектоскопии.
Ультразвуковой контроль.
При этом методе монолитность пайки проверяют по медному эталону, форма и размеры которого, а также чистота поверхности такие же, как и у хомута головок стержней после удаления с него наплывов припоя и флюса.
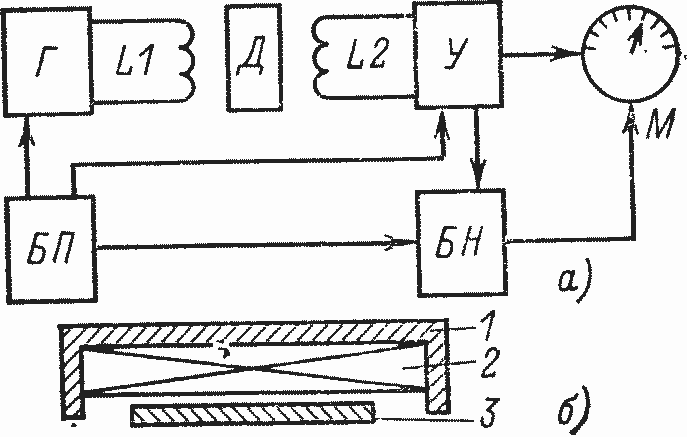
Рис. 9.12. Прибор для контроля паяных соединений методом вихревых токов: f — структурная схема прибора: Г — генератор переменного тока; L1 — катушка возбуждения; Д — испытуемая деталь; L2 — измерительная катушка; У — усилитель; М — стрелочный индикатор; БН — блок настройки; БП — блок питания; б — катушка датчика: 1 — ферромагнитная чашка; 2 — обмотка; 3 — ферромагнитная шайба
Настроив прибор, зажимают клещами эталон монолитной пайки и фиксируют максимальное отклонение стрелки; затем накладывают клещи на хомут, охватывающий пайку головок стержней, и также добиваются максимального показания прибора. Допустимая неплотность паяного соединения двух головок стержней в процентах от показаний для соответствующего монолитного эталона составляет 20% для оловянного припоя и 30% для твердых припоев.
Вихревой метод.
При этом методе измерений испытуемая деталь в качестве экрана помещается между катушкой возбуждения и измерительной катушкой, расположенными соосно. На рис. 9.12 приведена структурная схема, лежащая в основе приборов для контроля паяных соединений методом вихревых токов. Функциональная зависимость блоков следующая. Генератор переменного тока наводит в катушке возбуждения L1 ЭДС, которая создает электромагнитное поле. При взаимодействии поля катушки с испытуемым металлом возникают вихревые токи, ослабляющие первичное поле. Ослабленное поле, пересекая витки измерительной катушки L2, создает в них ЭДС, которая усиливается, выпрямляется и регистрируется стрелочным прибором. В зависимости от потерь на вихревые токи в металле, помещенном между катушками L1 и L2, напряжение на измерительной катушке L2 изменяется.
Напряжение на L2 связано с отклонением стрелки прибора М следующей зависимостью:
![]()
где А — показания прибора; U0 — напряжение на катушке L2, соответствующее предельно плохо пропаянному соединению; Ux — напряжение на катушке L2, соответствующее контролируемому паяному соединению; Uм — напряжение на катушке L2, соответствующее хорошо пропаянному соединению.
Из уравнения видно, что настройка прибора производится по двум соединениям, соответствующим крайним точкам шкалы прибора: предельно плохо пропаянное соединение — «О» делений шкалы; предельно хорошо пропаянное соединение —«100» делений шкалы. На структурной схеме эти функции выполняет блок настройки.
В приборе используется зависимость вихревых токов от наличия пустот в детали, влияющих на ее сопротивление. Однако на интенсивности вихревых токов кроме пустот может сказаться ряд других факторов. Для исключения или подавления помех при измерениях, в их методике и в конструкции прибора предусмотрены соответствующие меры. Влияние удельной электропроводности, формы и размеров исключается применением эталонов для настройки прибора, соответствующих по перечисленным параметрам конструкции проверяемых соединений. Катушки-датчики свободно охватывают испытуемую деталь. При измерениях она должна находиться между катушками на примерно равном удалении от каждой. Нужное положение детали между катушками датчика относительно их оси фиксируется максимальным показанием прибора, принимаемым за результат измерения, и отыскивается при помощи небольших перемещений. Простота формы паяных соединений, круговая симметрия поля и малая кривизна его эквипотенциальных поверхностей обеспечивают быстрое нахождение такого взаимоположения.
Принципиальная схема прибора показана на рис. 9.13. Частота генератора устанавливается различной в зависимости от габаритов паяного соединения, и для гидрогенераторов лежит в пределах 20—90 Гц. Это достигается с помощью сменных датчиков, необходимую частоту задает индуктивность возбуждающих катушек.
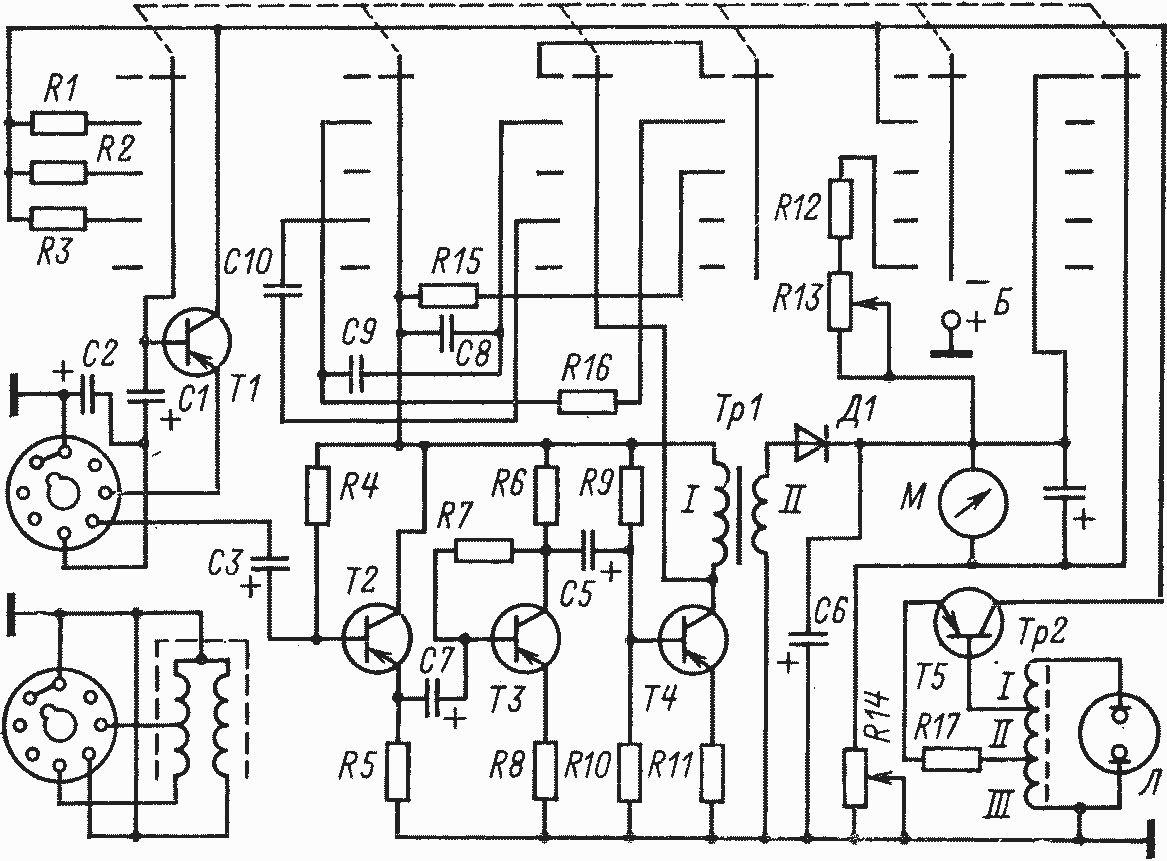
Рис. 9.13. Принципиальная схема прибора для контроля паяных соединений методом вихревых токов
Катушки датчика — возбуждающая и измерительная — имеют такие конструктивные особенности (см. рис. 9.12,б):
отношение диаметра к длине лежит в пределах 5—10. Это объясняется соотношением размеров паяных соединений и зазора между ними в генераторе;
катушки размещены в ферромагнитных чашках, что обеспечивает защиту их от механических воздействий и влияния электромагнитных полей и металлических масс;
применены ферромагнитные шайбы, увеличивающие индуктивность катушек, с помощью которых создается более однородное направленное электромагнитное поле, благодаря чему уменьшается влияние краевых эффектов до приемлемых величин.
Для оценки однородности поля могут служить полученные экспериментально кривые (рис. 9.14), которые сняты при помощи микровольтметра, подключенного к специальной измерительной катушке (диаметром 10 мМ, длиной 2 мм, с проводом ПЗВ-2 диаметром 0,03 мм с 2000 витками), помещающейся в разные точки пространства над поверхностью катушки возбуждения [24].
Для установки начального положения стрелки прибора, которая производится при введении в датчик, например, непропаянного соединения, используется постоянное напряжение источника питания, подающееся непосредственно на микроамперметр через резисторы R12 и R15. Конечное положение стрелки устанавливается переменным резистором R14 при введении в датчик, например, идеально пропаянного соединения. Такая схема коррекции приводит к тому, что с изменением электропроводности исследуемой детали, т. е. с увеличением количества дефектов, показания прибора уменьшаются и не требуется отдельного источника корректирующего напряжения.
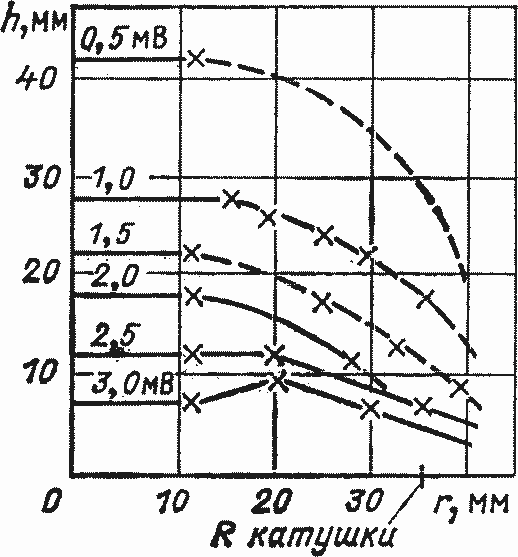
Рис. 9.14. Диаграмма поля катушки возбуждения
Питание прибора осуществляется напряжением 9 В от двух батарей типа КБС-Л-05.
Конструктивно прибор представляет собой портативный переносной ящик (габариты собственно прибора 150x260х80 мм), вес в комплекте с датчиками не более 6 кг.
Прибор реагирует на пустоты в металле. Чем больше параллельных оси катушек пустот и чем больше их площадь, тем сильнее снижаются его показания. В паяных соединениях обмотки пустоты образуются при плохой пайке по границам соединения деталей и могут рассматриваться как резы в сплошном металле. Резы называют сквозными, если они распространяются на всю грань одного из сочлененных элементов, и ограниченными в противном случае.
Когда прибор настроен на «О» при собранном, но не запаянном соединении и на «100» при идеально выполненной пайке, то если хотя бы один из резов «клин — стержень» сквозной, прибор не покажет более 50 делений. С уменьшением площади резов показания прибора растут до 100 делений. Более 80 делений достигается лишь при отсутствии сквозных, параллельных оси катушек резов. При неприпаянном хомуте, т. е. когда в наличии все резы «хомут — другие детали», показания прибора снижаются на 15—20 делений.
Подобная связь между показаниями прибора и состоянием паяного соединения, характерная для многих разных по конструкции головок, и позволяет в соответствии с требованиями эксплуатации удовлетворительно выбрать браковочную границу.
К достоинствам данного метода выявления дефектных паек следует отнести:
бесконтактность метода, что исключает предварительную подготовку поверхностей паяного соединения и дает возможность контроля через изоляцию;
скорость измерений по сравнению с другими методами;
простоту технологии оборудования.