ГЛАВА ЧЕТВЕРТАЯ
РЕМОНТ ОБМОТКИ СТАТОРА БЕЗ ВЫЕМКИ РОТОРА
ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
Конструкция большинства гидрогенераторов позволяет производить ремонт статора без выемки ротора, так как крепление полюсов обмотки к ободу ротора и их соединение между собой дает возможность снять полюс с обода, не вынимая ротор, и открыть доступ к пазовой части статора или замены обмотки или ремонта активной стали статора. Это играет важную роль при определении сроков ремонта, так как начать работы на статоре без вывода ротора возможно уже на второй день после вывода генератора в ремонт. В тех же случаях, когда для ремонта статора необходим вывод ротора, начало ремонта статора отодвигается на 8—10-й день.
После снятия верхнего рифленого перекрытия, воздухоразделяющих щитов и системы пожаротушения с обода ротора снимают несколько полюсов обмотки (описание разборки ротора и выемки полюсов см. в гл. 6).
После выемки части полюсов в образовавшийся проем устанавливают временные подмости для возможности удобного и безопасного производства работ на обмотке статора. Наиболее удобной является укладка сбитых между собой досок на специальные металлические крючья из арматурной стали диаметром 18—20 мм, которые крепят на ободе за выступающую часть стяжных шпилек (рис. 4.1,а).
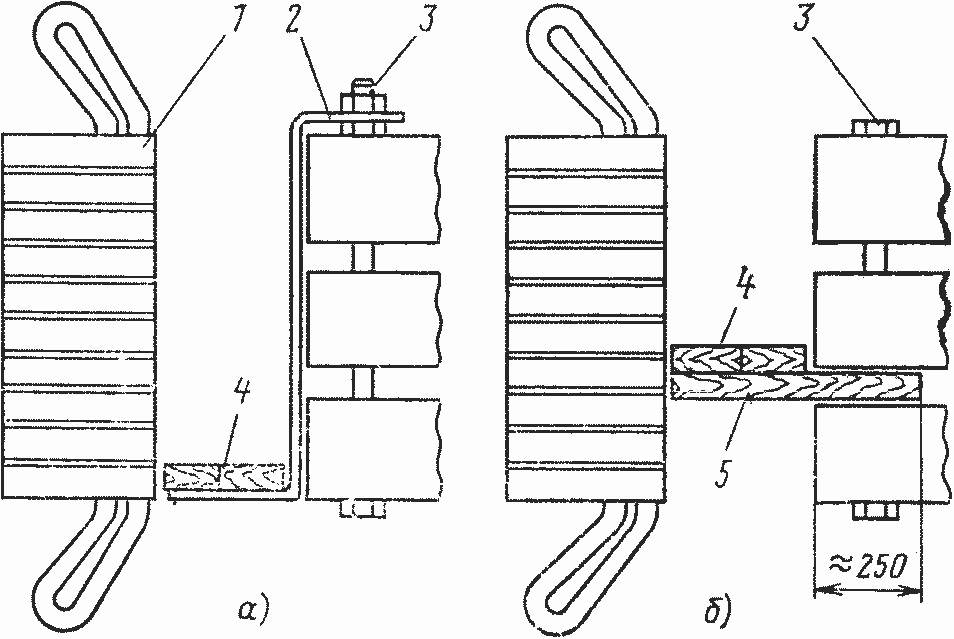
Рис. 4.1. Установка подмостей в проеме:
1 — статор; 2 — крюк металлический; 3 — шпильки обода ротора; 4 — подмости; 5 — упор
Если это невозможно, то устанавливают деревянные упоры в вентиляционные каналы обода ротора и на них укладывают деревянные подмости (рис. 4.1,б).
РЕВИЗИЯ ЗАПАСНОГО КОМПЛЕКТА СТЕРЖНЕЙ
В период, непосредственно предшествующий началу работ по полной или частичной замене обмотки статора, производят ревизию запасного комплекта стержней (секций) обмотки. Ревизия запасных стержней включает в себя тщательный внешний осмотр, проверку геометрических размеров и электрические испытания. Стержни обмотки статора с непосредственным водяным охлаждением также проверяют на герметичность и па проходимость каналов.
Запасной комплект стержней до укладки может храниться длительное время на складе, где в зависимости от условий и продолжительности хранения геометрические размеры стержней могут измениться в довольно значительных пределах. Поэтому необходимо специальным калибром (рис. 4.2) замерить толщину и высоту стержней в нескольких местах по длине пазовой части, радиус загиба лобовой части, угол отгиба головок, а также тщательно проверить лобовую и пазовую части на плотность изолировки, отсутствие пустот, трещин, вспучивание и высыхание изоляции. Стержни с участками вспученной или отслоившейся от меди изоляции выбраковывают [13].

Рис. 4.2. Калибр для замера стержней обмотки статора: А — ширина стержня; В — толщина стержня
В процессе калибровки составляют паспорт замеров всего комплекта стержней (секций) обмотки и на его основании принимают решение о пригодности комплекта к использованию или о необходимости его ремонта и подпрессовки стержней.
В случае получения комплекта стержней перед перемоткой непосредственно с завода-изготовителя их приемку следует производить совместно с представителем поставщика или представителем незаинтересованной организации (в зависимости от условий поставки).
При приемке проверяют состояние упаковки обмотки, количество стержней, основные размеры стержней и их соответствие чертежу; осматривают каждый стержень на отсутствие внешних повреждений; стержни, имеющие незначительные, устранимые на месте повреждения, откладывают для последующего ремонта. На основании осмотра и испытаний составляют акт приемки.
Электрические испытания комплекта стержней производят согласно [53].