ИЗГОТОВЛЕНИЕ И НАНЕСЕНИЕ ПОЛУПРОВОДЯЩЕГО ПОКРЫТИЯ НА СТЕРЖНИ ОБМОТКИ СТАТОРА
Полупроводящие лаки применяют для нанесения на поверхность изоляции обмоток электрических машин напряжением выше 10 кВ. Для изготовления лаков применяют следующие материалы, м. ч.

При отсутствии толуола разрешается применять бензол. Процесс приготовления лака следующий:
лак и сажу загружают в металлический бачок и тщательно перемешивают до получения массы, однородной по внешнему виду;
пропускают смесь 1 раз через дисковую краскотерку. Если растир лака на стекле или бумаге будет содержать заметные визуально крупинки, то смесь еще раз пропускают через краскотерку;
отфильтровывают лак через два слоя марли в чистую сухую тару; берут пробу отфильтрованного лака и мегаомметром напряжением 500 В проверяют поверхностное сопротивление полупроводящего покрытия, которое должно быть для пазовой части в пределах 105—106 Ом, для лобовой части 3-109—9-109 Ом.
Поверхностное сопротивление полупроводящего покрытия измеряют в трех местах: в пазовой части стержня и в лобовых частях с обеих сторон. Каждое измерение производят между двумя поясками — электродами из фольги шириной не менее 30 мм, наложенными на поверхность стержня. Расстояние между внутренними краями электродов 5 должно быть равным периметру стержня (рис. 4.22). Поверхностное сопротивление численно равно показанию мегаомметра. Если в результате испытания окажется, что лак имеет поверхностное сопротивление, не соответствующее норме, то добавляют сажу или лак БТ-99 до тех пор, пока не будет получен необходимый результат. После каждого добавления сажи лак пропускают через краскотерку.
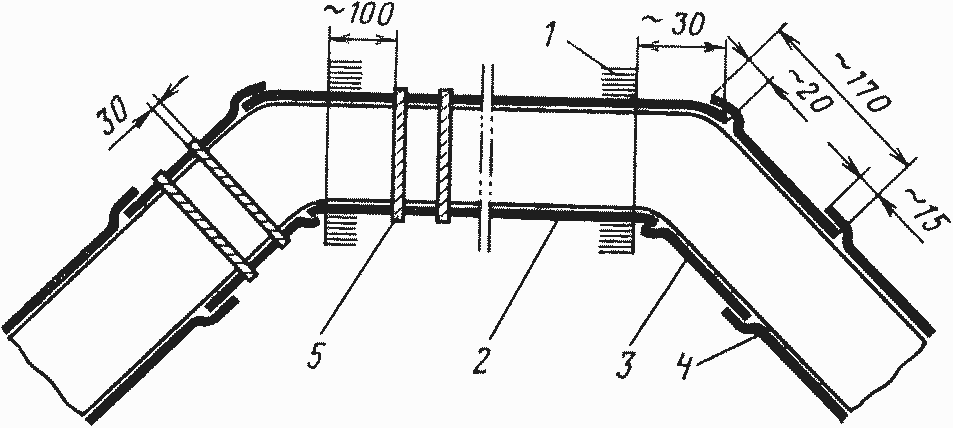
Рис. 4.22. Схема нанесения полупроводящего покрытия на стержень и измерения его поверхностного сопротивления:
1 — активная сталь статора; 2 — лак для пазовых частей; 3 — лак для лобовых частей; 4 — лак БТ-99; 5 — испытательные электроды
Полупроводящее покрытие на стержень наносят в следующем порядке:
при помощи кисти покрывают полупроводящим лаком 2 для пазовых частей пазовую часть обмотки на длине, превышающей длину активной стали на 60—80 мм (рис. 4.22);
при помощи кисти покрывают, полупроводящим лаком 3 для лобовых частей лобовые части обмотки на длине 160—170 мм, так чтобы слой его перекрывал слой лака ранее нанесенного на пазовую часть, на 15—20 мм с каждой стороны;
покрывают лаком БТ-99 лобовые части обмотки, не имеющие полупроводящего покрытия, с заходом на 10— 15 мм на это покрытие;
сушат стержни на воздухе при температуре 15—25 °C в течение 5—6 ч.
Процесс приготовления лака является огнеопасным и должен производиться в соответствии с инструкцией по противопожарной безопасности.