Наборные выводные пластины полюсов собирают при помощи приспособления (рис. 6.35), которое затем снимают, устанавливают на выводы хомут, снова устанавливают приспособление и обжимают им все собранное соединение. После этого окончательно снимают приспособление для сборки, а на соединение устанавливают приспособление для пайки, которое внутри покрывают специальной смазкой для облегчения его съема после окончания пайки. На дно приспособления насыпают канифоль или смазывают выводные пластины спиртовым раствором канифоли. Все места возможного протекания припоя закрывают сырой асбестовой массой. Места катушек, прилегающие к зоне пайки, закрывают сухим листовым асбестом.
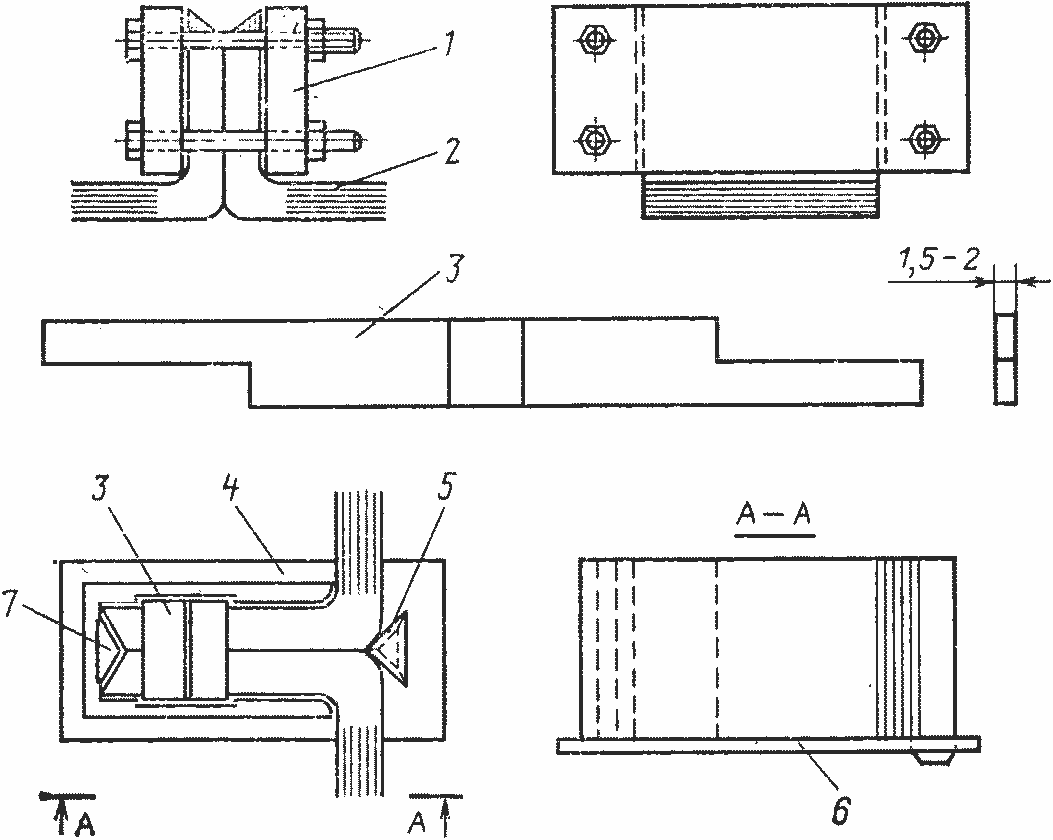
Рис. 6.35. Приспособление для сборки и пайки полюсных выводов:
1 — приспособление для сборки; 2 — выводные пластины; 3 — хомут; 4 — ванна для пайки; 5 — клин распорный; 6 — основание; 7 — клиновой заполнитель
Нагрев соединения ведут двумя газовыми горелками № 5—6, подавая припой сверху. На достаточный нагрев всего соединения и протекание припоя по всей высоте указывает появление канифоли в верхней части соединения. При заполнении припоем верхней части хомута нагрев и подачу припоя в соединение прекращают. После остывания соединения приспособление убирают и визуально проверяют качество пайки.
После окончания пайки соединений всех полюсов качество паек проверяют постоянным током, подключив обмотку к источнику и замеряя падение напряжения в каждом соединении милливольтметром; дефектные пайки перепаивают.
В соединениях сверлят отверстия, устанавливают и закрепляют оттяжки. Соединения выводных полюсов с токоподводом изолируют лакотканью и стеклолентой, а затем покрывают эмалью ГФ-92-ХС при помощи кисти не менее 2 раз. Если выводные пластины полюсов соединяются между собой при помощи перемычек, то их устанавливают- и крепят болтами, зашплинтовывают шайбы и затем пропаивают места соединений припоем ПОС-40.
Если соединение выводных пластин между собой производится внахлест при помощи шпилек с изолированной втулкой и текстолитовыми шайбами без последующей пайки или крепится к торцу обода ротора через изоляционные прокладки, то во время сборки таких соединений каждое из них проверяют мегаомметром на отсутствие замыкания на корпус.
Собирают и устанавливают перемычки между демпферными сегментами, обращая особое внимание на отсутствие трещин на самих перемычках и на соединительных замыкающих сегментах, а также на целостность паек стержней демпферной обмотки к сегментам. Обнаруженные трещины и нарушения паек стержней тщательно зачищают до металлического блеска и запаивают твердым припоем (ПСр-45, ЛОК, МФОЦр) согласно заводскому чертежу. Болтовые соединения демпферных перемычек зашплинтовывают или закернивают. На гидрогенераторах некоторых типов головки болтов и гайки этих соединений прихватывают электросваркой вместо шплинтовки, но этот способ нежелателен, так как при последующих разборках соединений приходится заменять большое количество крепежных деталей.
Вентиляторы устанавливают и надежно закрепляют на ободе ротора.
После окончания всех работ обмотку полюсов и обод ротора продувают сухим сжатым воздухом и осматривают на отсутствие посторонних предметов. Паяные незаизолированные соединения закрывают телефонной бумагой и всю обмотку при помощи пульверизатора покрывают эмалью ГФ-92-ХС, после чего телефонную бумагу убирают.