С целью уменьшения вероятности пробоя изоляции обмотки статора на работающем генераторе вблизи главных (фазных) выводов, где обмотка подвергается наиболее интенсивному ионизационному старению, на многих генераторах проработавших длительное время, была изменена схема, т. е. начала и концы фаз обмотки статора поменяли местами (иногда это неправильно называют «перефазировкой»). В основном изменение схемы производили на генераторах с рабочим напряжением 13,8 кВ и выше.
Хотя для каждого типа генераторов составляется индивидуальный проект для производства такого рода работ, тем не менее основное содержание работы для большинства генераторов является общим и состоит в передвижке круговых шин, которые идут от нулевых и главных, выводов к выводным стержням обмотки статора.
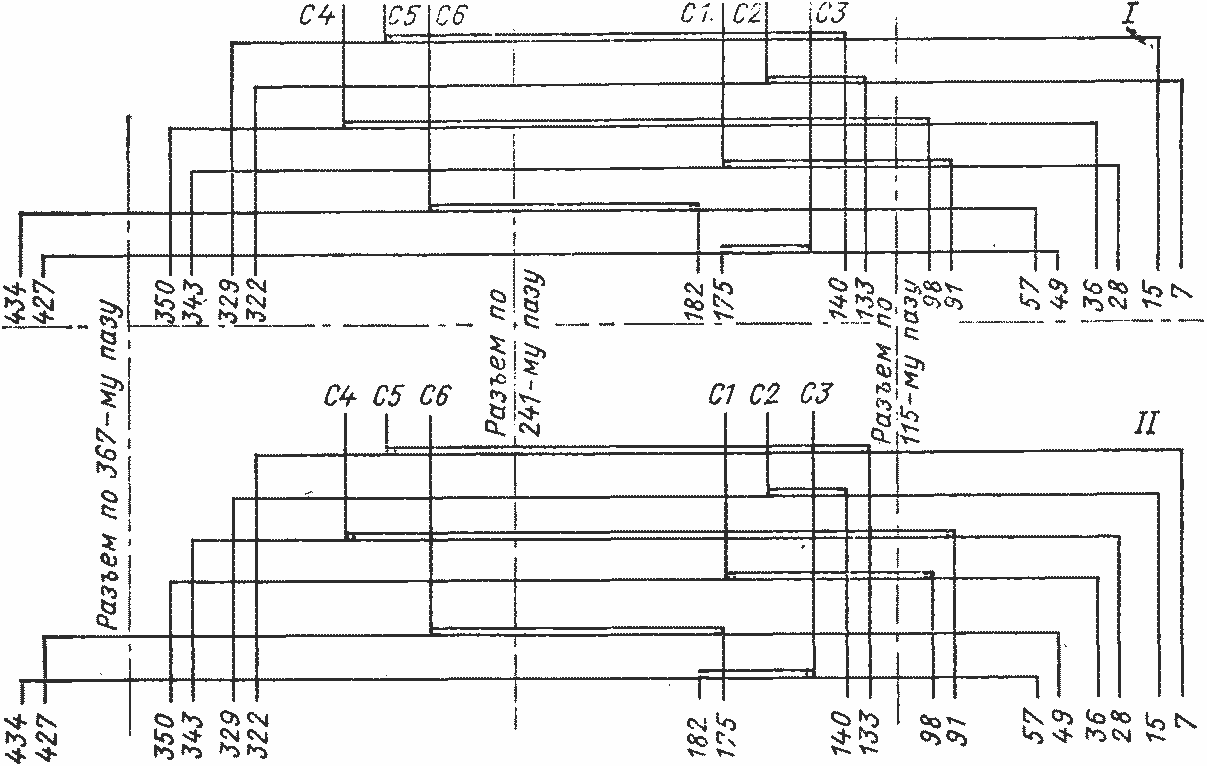
Рис. 8.4. Схема обмотки статора гидрогенератора типа СВ -1500/170-96: I — заводское исполнение; II — измененная схема
Для наглядности покажем это на примере генератора типа СВ-1500/170-96 (рис. 8.4). Все круговые шины являются составными по длине и толщине. По длине стыковка их происходит по границам секторов активной стали статора по пазам 115, 241, 367, а по толщине — там, где подсоединяется вторая параллельная ветвь, что видно на схеме. Соединения шин с нулевыми и главными выводами расположено под лапами крестовины, что создает большие трудности при пайке и изолировке массивных соединений, так как высота от нижней части лапы до верхней шины составляет примерно 100 мм при ширине лапы 700 мм. В связи с этим с целью упрощения технологии идут на незначительное увеличение объема работ.
Для этого разизолируют и распаивают все соединения шин с выводными стержнями, а затем — внутришинные соединения шин 1, 3, 5 (считая снизу от сердечника статора) в разъеме по 115-му пазу, шины 2—6 — в разъеме по 241-му пазу и шины 1, 2 — в разъеме по 367-му пазу.
Разбирают крепеж, шины 2—6, снимают и укладывают на обод ротора. Приступают к изменению схемы, начиная с первой нижней шины, передвинув ее на 7,5 пазового деления против часовой стрелки и соединив с выводным стержнем 57. В образовавшийся разрыв вставляют заполнитель из меди соответствующего сечения и припаивают его твердым припоем к оставшейся шине.
Аналогично поступают и с остальными шинами, причем все четные шины сдвигают по часовой, а нечетные — против часовой стрелки. В качестве заполнителей используют части четных шин, обрезанных по месту при их подгонке к выводным стержням.
После окончания всех работ по изменению схемы обмотки статора производят пайку, обработку и изолировку распаянных ранее соединений согласно заводскому чертежу, восстанавливают крепление круговых шин, обмотку статора продувают сухим сжатым воздухом и покрывают эмалью ГФ-92-ХС.