В объем работ по выемке стержней обмотки статора входят следующие операции: сверка схемы обмотки с фактическим ее исполнением; разметка пазов, в которые заложены температурные указатели, с тем чтобы при разборке не повредить их и вторично использовать; расчистка головок; расклиновка пазов; удаление бандажей и дистанционных распорок; выемка дополнительного бокового пазового уплотнения (при наличии) и собственно выемка стержней.
Если исполнение схемы обмотки не соответствует чертежу, то составляют эскиз ее фактического исполнения. Затем производят маркировку пазов статора в соответствии с заводской схемой обмотки. Отдельно выделяют пазы, в которые согласно схеме должны быть уложены температурные указатели, и проверяют их фактическое расположение по экранированной проводке. Цифры наносят светлой эмалью на предварительно очищенные от грязи и промытые перхлорэтиленом зубцы активной стали через каждые 10 пазов. Первый паз, кроме того, отмечают кернением нажимных пальцев по обе стороны паза сверху (со стороны возбудителя) и снизу (со стороны турбины). Отдельно отмечают пазы, в которые должны быть уложены стержни, соединяемые с выводными шинами, и стержни, соединяемые с перемычками. Вынимаемые стержни маркируют номером паза.
Расчистка мест соединений статорной обмотки является трудоемкой и ответственной операцией, приступая к которой, следует учитывать, что крайние (наружные) бандажные кольца расположены в непосредственной близости от конусной части изоляции стержня. Поэтому если расчистка вызвана необходимостью выемки только верхних стержней для замены одного нижнего или для перепайки соединений, то следует расчистить только место пайки, а оставшуюся часть расчислить после выемки верхних стержней или перепайки соединений, иначе можно повредить остающуюся часть изоляции или бандажировку нижнего стержня.
Расчистку головок, заизолированных при помощи миканитовых колпачков, производят обычным слесарным ножом, вставляя его в место стыка стержней и прорубая всю изоляцию с одной и другой стороны головки. Предварительно головку обстукивают со всех сторон слесарным молотком или киянкой для облегчения отделения изоляции от меди стержня.
Если изолировка головки обмотки статора произведена при помощи пластмассовых коробок с заливкой компаундом, то необходимо, срезав бандажировочную ленту и постукивая киянкой, отделить коробки от головки, не повреждая их, для повторного использования.
Перед началом расклиновки пазов составляют эскиз расположения пазовых клиньев или, расклинив один паз, закрепляют клинья в их фактическом положении на листе картона, который в Дальнейшем служит образцом при заклиновке пазов. При заклиновке пазов применяют специально заточенное зубило (см. рис. 4.6, б) для предварительной раздвижки клиньев, а также выколотки из текстолита или гетинакса (рис. 4.13,а).
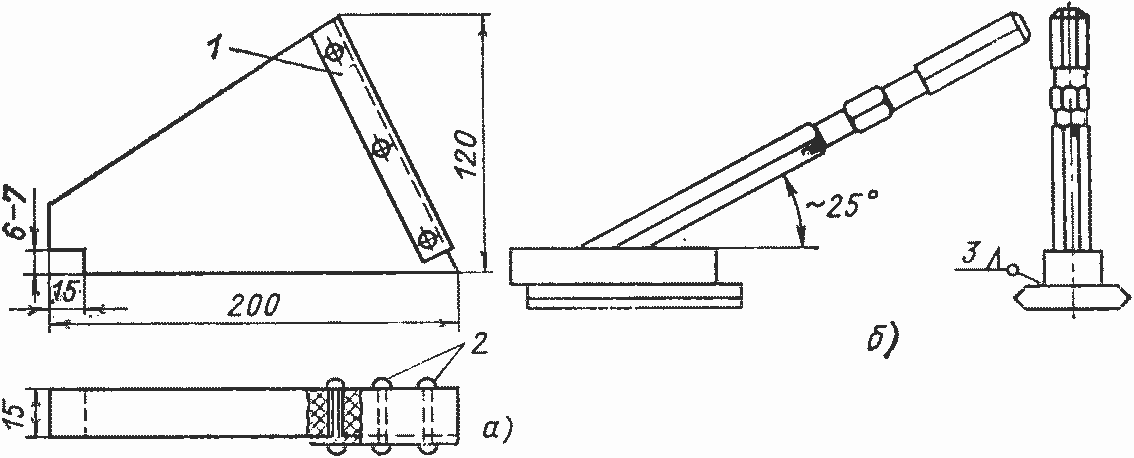
Рис. 4.13. Выколотки:
а — для расклиновки пазов; б — для отбойного молотка; 1 — уголок; 2 — заклепки или болты М6
Рис. 4.14. Крепление обмотки на выходе из паза:
1 — киперная лента; 2 — шнуровой бандаж; 3 — встречные клинья; 4 — стержень верхний; 5 — стержень нижний; 6 — колодка дистанционная
При необходимости расклиновки большого числа пазов применяют специальную выколотку, изготовленную по форме паза статора (рис. 4.13,б), и отбойный молоток типа Р-3. В тех случаях, когда на выходе из паза между стержнями расположены дистанционные колодки (рис. 4.14,а) или встречные клинья из текстолита или гетинакса (рис. 4.14,б), обрезают и удаляют их бандажировку.
Если пазовые клинья проходят между колодками свободно, то последние вынимают по мере выемки стержней обмотки. Сначала при помощи текстолитовой выколотки выбивают верхний пазовый клин, затем, обрезав бандажировку, нижний. Подготовив таким образом определенный участок в 25—30 пазов, при помощи отбойного молотка выбивают вниз все остальные клинья вместе, если длина паза не превышает 1000—1200 мм. При большей длине паза выбивку оставшихся средних клиньев производят в два приема.
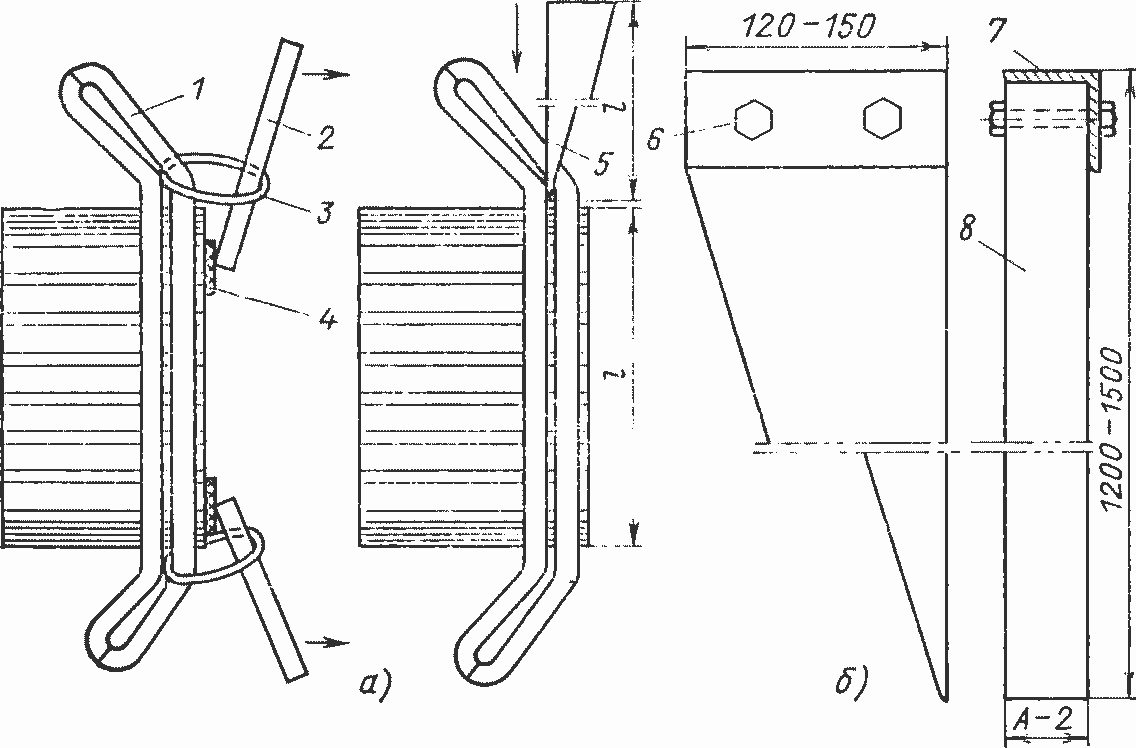
Рис. 4.15. Выемка стержней обмотки статора:
а — расположение деталей; б — клин; 1 — вынимаемый стержень; 2 — вага; 3 — петля веревочная; 4 — прокладка; 5 — клин; 6 — болт М6 —М8; 7 — уголок; 8 — текстолит; А — ширина паза
При расклиновке пазов с помощью отбойного молотка принимают меры по предохранению активной стали от повреждений. По мере расклиновки клинья и подклиновые прокладки из гетинакса и текстолита сохраняют, с тем чтобы после очистки их от грязи и масла и последующей отбраковки использовать вторично. Прокладки из электрокартона для повторного использования непригодны.
Температурные указатели по мере расклиновки отделяют от проводов и передают в электролабораторию для ревизии и испытаний. Экранированный провод от температурных указателей удаляют из пазов и после осмотра и проверки оставляют для повторного использования. После окончания расклиновки срезают бандажировку дистанционных колодок верхнего слоя стержней, не допуская повреждения изоляции лобовых частей.
Для выемки стержня с непрерывной микалентной, компаундированной корпусной изоляцией, вначале заводят веревочные петли под лобовые части в месте выхода стержня из паза с обеих сторон статора (рис. 4.15,а). Затем в эти петли вставляют деревянные ваги и, действуя ими как рычагами, одновременно с обеих сторон вынимают стержень. Во избежание повреждения активной стали под концы ваг подкладывают деревянные или резиновые пластины. Если стержни сидят в пазу очень плотно и вынимать их таким способом затруднительно, то, вынув 6—8 стержней, дальнейшую выемку производят при помощи текстолитовых или деревянных клиньев (рис. 4,15,б), забивая их с обеих сторон паза. По мере выемки стержней дистанционные колодки собирают и сохраняют для повторного использования.
Замеряют положение, размеры междурядных прокладок и размеры, определяющие положение стержней нижнего ряда. Результаты замеров сверяют с заводским чертежом и заносят в журнал ремонта. Аналогично вынимают стержни нижнего ряда. В процессе выемки производят одновременно предварительное разделение стержней по внешнему виду на стержни, не имеющие видимых повреждений, стержни, имеющие незначительные повреждения только в лобовых частях, и стержни, имеющие повреждения в пазовой части.
При выемке обмотки с гильзовой корпусной изоляцией в большинстве случаев приходится прибегать к помощи крана, так как даже после сравнительно небольшого времени эксплуатации эта изоляция значительно высыхает и разбухает в пазовой части. При попытке выемки указанным способом стержень обычно ломается в пазовой части и достигнуть желаемых результатов не удается. Тогда устанавливают на нижнюю лобовую часть специальный зажим и с помощью крана вынимают стержень. При этом пазовая изоляция разрушается полностью, а медь стержня значительно деформируется.