ГЛАВА ШЕСТАЯ
РЕМОНТ ОБМОТКИ РОТОРА
РЕВИЗИЯ РОТОРА
Для определения объема работ и выяснения общего состояния ротора гидрогенератора до начала ремонта производят визуальный осмотр всех доступных деталей и узлов. Для исключения возможных пропусков осмотр производят независимо друг от друга не менее 3 чел., причем осмотр они должны начинать с различных участков. Результаты осмотра заносят в таблицу, которая должна быть одинаковой для всех гидрогенераторов и в которую вносят наименование дефекта (аналогично таблице результата осмотра активной стали статора) и место его нахождения, а также дают его подробное описание и указывают мероприятия, необходимые для его устранения в период капитального ремонта.
В таблице отмечают нарушение приварки клиньев полюсов; выползание клиньев полюсов; контактную коррозию на клиньях полюсов; трещины и износы выводов обмоток возбуждения полюсов, а также перемычек; перегревы перемычек и выводов обмотки полюсов; перегревы активной стали полюсов; трещины и изломы демпферных перемычек и сегментов; перегревы демпферных перемычек и сегментов; повреждения деталей крепления полюсных выводов (оттяжек); повреждения изоляционных шайб обмотки ротора; нарушение приварки клиновых шпонок ротора; ослабление крепления и выползание клиновых шпонок обода; контактную коррозию на клиновых шпонках обода; трещины и скосы заплечиков клиновой полосы обода; ослабление болтовых соединений спиц остова с дисками или втулкой; перемещение обода в аксиальном направлении при подъеме на тормозах.
В конце таблицы указывают фамилии лиц, проводивших осмотр, и дату осмотра. До начала осмотра производят маркировку всех осматриваемых узлов и деталей ротора.
Полюсы маркируют или согласно заводской нумерации, или за первый полюс принимают тот, вывод которого соединен с токоподводом от ближайшего (нижнего) контактного кольца, и далее по часовой стрелке по порядку.
Демпферные сегменты, демпферные перемычки, полюсные выводы и их крепление, межполюсные распорки и их крепление, а также шайбы изоляционные и металлические маркируют номером полюса с индексом «В» — верх и «Н» — низ.
Пакеты обода ротора маркируют сверху вниз, начиная с единицы, спицы—также начиная с единицы, от полюса с наименьшим номером, шпонки обода — согласно нумерации пакетов и спиц. Нумерация болтов крепления спиц к дискам — от внутреннего ряда болтов по окружности по часовой стрелке, к наружному — сквозная. Первый номер — у болта, расположенного к спице с наименьшим номером. Всю маркировку заносят в рабочий журнал с записью фамилии ответственного лица. После осмотра и получения всех данных определяют объем ремонта и методы его проведения.
ВЫЕМКА ПОЛЮСОВ ПРИ ВСТАВЛЕННОМ РОТОРЕ
Полюсы ротора гидрогенератора состоят из массивного или шихтованного сердечника с полюсным наконечником и обмоткой, выполненной в виде однорядной катушки из полосовой меди, согнутой на ребро и заизолированной. У роторов мощных гидрогенераторов с форсированным охлаждением полюсы делают так, что охлаждающий воздух через каналы обода ротора свободно проходит по каналам между витками обмотки, между катушкой и сердечником и по вентиляционным каналам самих сердечников (рис. 6.1).
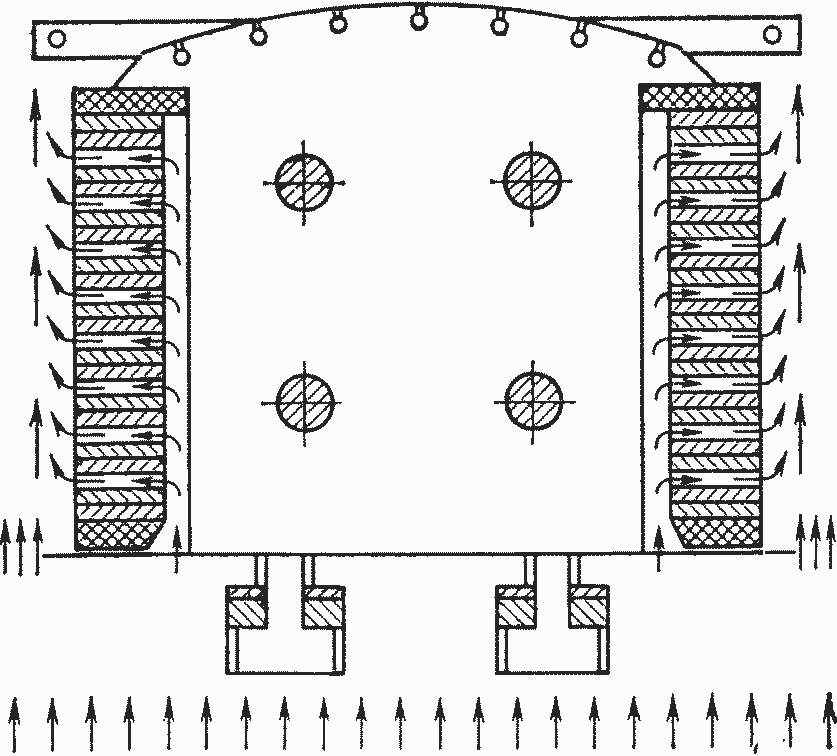
Рис. 6.1. Полюс ротора с форсированным охлаждением
Вентиляционные каналы между витками и между катушкой и сердечником делают путем установки изоляционных дистанционных колодок. Каналы между витками делают также применяя медь специального профиля с углублениями, которые прокатывают заранее.
В полюсах с непосредственным водяным охлаждением обмотку делают из трубчатой меди, по которой циркулирует дистиллированная вода, охлаждаемая в теплообменниках. Соединение по водяной цепи такой обмотки делают в несколько параллельных ветвей в связи с тем, что при последовательном соединении затруднительно обеспечить пропуск необходимого .количества охлаждающей воды.
Крепление полюсов к ободу ротора производят путем забивки между опорными плоскостями на хвостовике и в пазу обода парных встречных клиньев с конусностью 1 200. На небольших гидрогенераторах иногда выполняют крепление полюсов к ободу при помощи болтов.
Полюсы ротора имеют успокоительную (демпферную) обмотку, состоящую из ряда латунных или бронзовых стержней, заложенных в полюсные наконечники и соединенных между собой с обеих сторон полюса замыкающими медными полосами (сегментами). Между собой демпферные сегменты соединяются при помощи перемычек, наборных из медной фольги толщиной 0,35—0,5 мм или цельных.
Приступая к работе по снятию полюсов обмотки ротора с обода, прежде всего тщательно сверяют расположение съемных деталей с чертежом. При отсутствии чертежей эскизируют расположение съемных деталей, а затем маркируют их.
Если конструкция ротора позволяет, то полюсы вынимают и устанавливают, не вынимая ротора. Для этого после снятия листов верхнего рифленого перекрытия, а также верхних и нижних воздухоразделяющих щитов снимают вентиляторы, установленные на каждом полюсе или секциями по 3—4 полюса вместе. Для этого их расшплинтовывают, откручивают гайки крепления, снимают вручную вентиляторы и складируют в специально предназначенное для них место для очистки от грязи и масла и ревизии, а гайки их крепления оставляют на шпильках.
Расшплинтовывают и снимают междуполюсные демпферные перемычки, производят их визуальный осмотр; дефектные отбраковывают, а годные укладывают на стеллаж, соединяя их попарно так, как они были установлены на полюсах.
Расшплинтовывают и отболчивают одну сторону оттяжек (при их наличии) полюсных выводов, закрепленных на самих выводах. Если не требуется их замена, то крепление оттяжек к ободу ротора не разбирают.
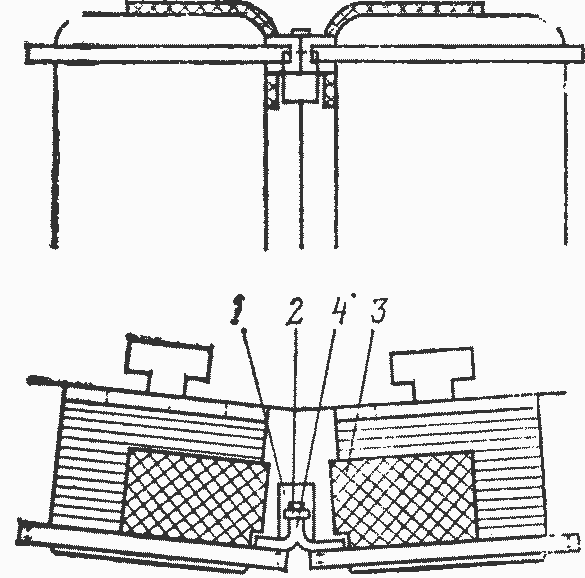
Рис. 6.2. Распайка междуполюсных соединений:
1 — ванночка для сбора расплавленного припоя; 2 — хомут; 3 — асбест листовой; 4 — междуполосное соединение
Под полюсные выводы устанавливают ванночку из жести 1 (рис. 6.2) для сбора расплавленного припоя, а затем при помощи углей или газовой горелки распаивают соединение и удаляют медный хомут 2. После этого между выводами вставляют временно пластину из гетинакса или текстолита для исключения вторичного спаивания соединения в процессе остывания. Обмотку полюсов для предотвращения ее подплавления на время распайки закрывают сухим листовым асбестом 3.
ЛЭО «Электросила» совместно с Красноярской ГЭС разработана и внедрена новая модернизированная конструкция полюсного вывода и междуполюсного соединения, представляющая собой гибкие шины, выведенные на торцевую часть обода ротора, сочлененные на болтах без пайки и закрепленные на ободе. Такая конструкция междуполюсного соединения значительно упрощает технологию сборки и разборки соединения по сравнению с паяным, не подвержена деформации, обеспечивает легкий доступ и возможность свободного контроля состояния контактов, а также исключает необходимость проведения огневых работ при производстве ремонтов. Надежность такого соединения значительно выше паяного, хотя оно и не свободно от недостатков. Так, например, большое количество болтов с гайками (18 шт. на соединение) и стопорных шайб (9 шт. на соединение) не позволяет значительно повысить производительность труда при сборке — разборке полюсов, а также требует больших трудозатрат на ревизию крепежных и замену изоляционных деталей.
После подготовки нескольких полюсов приступают к выемке клиньев, крепящих полюс к ободу ротора. Наиболее распространенная форма хвостовика полюса Т-образная (одинарная и двойная) и «ласточкин хвост» (рис. 6.3,а, б, и в соответственно).
Вначале снимают накладки, закрывающие полюсные пазы, и срубают зубилом или удаляют при помощи наждачного камня приварку клиньев к ободу ротора. Для облегчения выемки клиньев пазы в ободе ротора перед началом работ заливают несколько раз керосином.

Рис. 6.3. Различные формы хвостовиков полюсов:
а — Т-образная; б — двойная Т-образная; в — «ласточкин хвост»; 1 — клин нижний; 2 — клин верхний
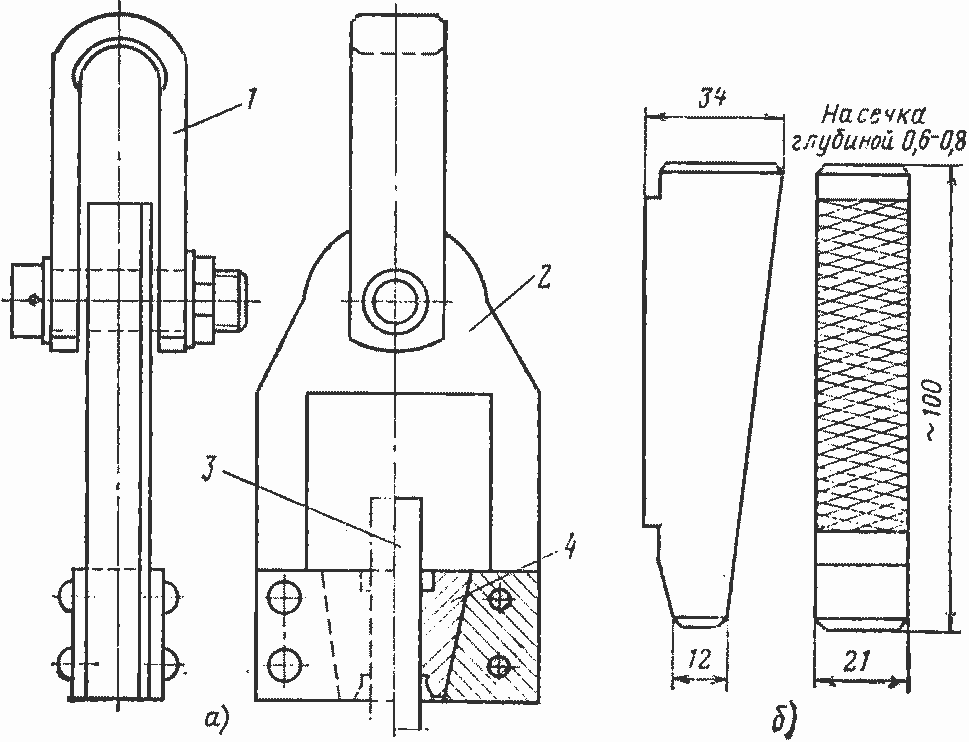
Рис. 6.4. Выемка полюсных клиньев:
а — установка приспособлений; б — конструкция клинового захвата; 1 — скоба; 2 — хомут; 3 — полюсный клин; 4 — клиновой захват
При Т-образном хвостовике полюса верхние клинья вынимают краном при помощи приспособления с клиновыми захватами (рис. 6.4) или же при помощи рычажного приспособления (рис. 6.5); нижний клин при этом остается на месте. При выемке клина следят за строгой соосностью его с приспособлением, а также за вертикальным натяжением стропа.

Рис. 6.5. Рычажное приспособление для выемки полюсных клиньев: 1 — серьга; 2 — тяга; 3 — захват; 4 — полюсный клин; 5 — палец
Выемка клина даже под небольшим углом приводит к его искривлению и возможному обрыву в пазу. При выемке второго полюсного верхнего клина между полюсом и активной сталью статора устанавливают временную прокладку из дерева шириной 60—80 и толщиной 12—15 мм для предохранения лобовых частей обмотки статора от повреждения.
После выемки полюсных клиньев специальные захваты (рис. 6.6) застропливают за кран, а затем заводят с обеих сторон полюса, соединяют их снизу по оси обмотки и поднимают полюс на половину его длины, после чего на хвостовик устанавливают верхнюю рамку приспособления для кантовки полюса из вертикального положения в горизонтальное и обратно (рис. 6.7,а) и соединяют его с захватами для предотвращения опрокидывания полюса при выемке его из паза.
Подняв полюс на высоту 500—600 мм от обода ротора, устанавливают снизу на хвостовик и закрепляют болтом нижнюю рамку приспособления для кантовки (рис. 6.7,6). В таком виде полюс транспортируют на отведенную для него площадку и укладывают горизонтально хвостовиком вверх на деревянные брусья сечением примерно 100 X 100 мм.
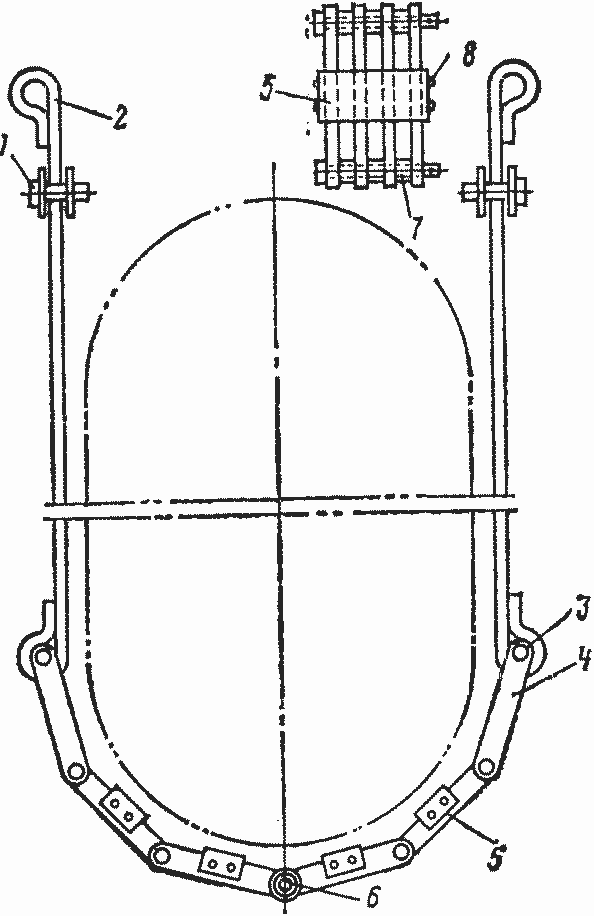
Рис. 6.6. Захваты для полюса:
- — скоба соединительная от верхней рамки; 2 — проушины для строповки; 3 — палец;; 4 — планка; 5 — пластина; 6 — штифт; 7 — втулка; 8 — заклепка

Рис. 6.7. Приспособления для кантовки полюсов:
а — верхняя рамка: 1 — связка; 2 — хвостовик полюса; 3 — ограничитель; 4 — скоба для захватов; б — нижняя рамка: 1 — связка; 2 — упор; 3 — хвостовик полюса; 4 — опора; 5 — болт фиксирующий
Иногда во время выемки клина происходит его обрыв в месте приварки из-за пережога металла или в другом месте из-за наличия трещины, не обнаруженной ранее при забивке клина. В этом случае полюс вынимают вместе с клиньями. Для этого вынимают соседние полюсы, чтобы можно было завести строп необходимой толщины непосредственно за полюс. С противоположной стороны под обод ротора устанавливают металлические тумбы и плотно расклинивают их. Строп выбирают равным максимальной грузоподъемности крана. Между стропом и витками обмотки полюса устанавливают прокладку, состоящую из толстого войлока (рис. 6.8), прикрепленного при помощи заклепок из алюминия к стальному листу толщиной примерно 3 мм, предварительно загнутого по форме лобовой части полюса.
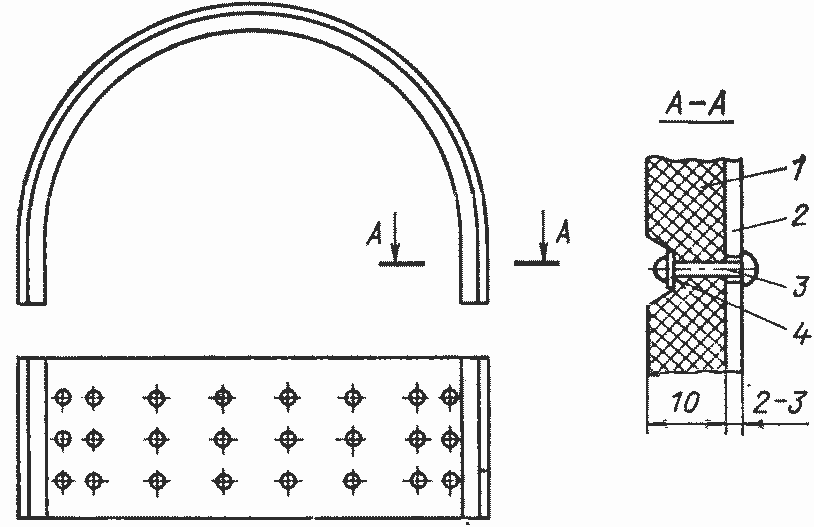
Рис. 6.8. Прокладка:
1 — войлок; 2 — пластина стальная; 3 — заклепка; 4 — шайба
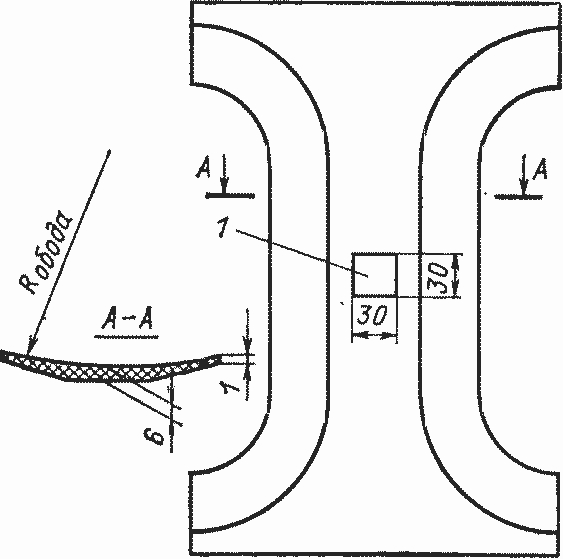
Рис. 6.9. Прокладка выравнивающая:
1 — окно для шпильки крепления междуполюсного клина
Подняв полюс так, чтобы он вышел из паза на половину своей длины, выбивают нижний клин вниз, верхний обломанный клин вынимают, а полюс опускают на место для перестроповки. Если нижний клин выбить не удается, то сверху на хвостовик полюса устанавливают верхнюю рамку приспособления для кантовки и проволокой диаметром 4—6 мм соединяют ее со стропом для предотвращения опрокидывания полюса в процессе транспортировки. Затем продолжают подъем до полного выхода полюса из паза, транспортируют и укладывают его на площадку.
Из радиальных пазов («карманов») обода ротора вынимают пружины и ревизуют их. Место прилегания полюса к ободу ротора протирают металлической щеткой, промывают лабомидом или перхлорэтиленом и тщательно осматривают.
Обычно в плане обод ротора имеет форму многогранника, в котором число граней равно числу полюсов. Однако встречаются конструкции, где обод имеет форму окружности. На роторах между ободом и полюсами устанавливают специальные прокладки-заполнители (рис. 6.9), изготавливаемые из фибры. Пружины на таких роторах не установлены.
Если нижние полюсные клинья не прихвачены электросваркой к ободу ротора, то их вынимают, ревизуют, зачищают и при необходимости рихтуют. При длительном хранении клинья покрывают тонким слоем машинного масла для предупреждения ржавления. Паз установки полюса протирают перхлорэтиленом, продувают сухим сжатым воздухом и осматривают. Иногда под хвостовиком полюса в пазу расположены стальные прокладки по форме паза для выравнивания полюсов по высоте. Эти прокладки маркируют номером полюса, вынимают, очищают от грязи и масла и укладывают на стеллаж.