После укладки и испытаний стержней верхнего ряда производят сборку головок. Для этого на наконечники 8 (рис. 7.7) надевают соединительные хомуты 6 и расклинивают их клиньями 7 Хомуты и клинья предварительно очищают до металлического блеска и лудят припоем ПОС-61.

Рис. 7.7. Соединение верхнего и нижнего стержней обмотки статора гидрогенератора:
1 — изоляционная коробка; 2 — наконечник стержня; 3 — штуцер; 4 — соединительная гайка; 5 — соединительная трубка; 6 — хомут; 7 — клинья; 8 — наконечник стержня; 9 — наконечник трубки; 10 — компаунд
Перед пайкой проверяют плотность расклиновки контактных соединений головок и обжимают хомуты специальной струбциной для устранения зазоров в соединении. Пайку выполняют припоем ПОС-40. После проверки качества паяных соединений головок устанавливают соединительные шины и перемычки, а затем производят пайку их электрических соединений.
Изолировку головок статорной обмотки гидрогенераторов с водяным охлаждением производят с помощью изоляционных коробок, изготовленных из пресс-материала АГ-4 марки С или В (см. рис. 2.1) с последующей заливкой их компаундом ПЗК-207 Пустоты в головках заполняют замазкой холодного отверждения на основе грунта-шпатлевки ЭП00-10. Компаунд ПЗК-207 обладает способностью переходить из термопластичного в термореактивное состояние при воздействии химически активных веществ — отвердителей с малым количеством летучих веществ и сравнительно малой усадкой. Применяемый для заливки головок полиэфирный компаунд на основе полиэфиркрилата ТГМ-3 отверждается при окружающей температуре. Литая изоляция монолитна и теплопроводна, значительно увеличивает влаго-, вибро-, ударостойкость узла, упрощает технологию изолировки, а также улучшает внешний вид обмотки.
Перед установкой изоляционных коробок изоляцию лобовых частей в непосредственной близости от головки срезают на конус и головки вместе с изоляцией протирают чистыми салфетками, смоченными толуолом. Коробки комплектуют по парам. Если они не имеют заливочного штуцера, то в крайней точке верхней части коробки сверлят одно отверстие диаметром 12—20 мм. На внутреннюю поверхность коробки в местах выхода стержней наносят слой замазки для уплотнения зазоров между стержнем и коробкой. Затем устанавливают изоляционные коробки на головки, пригоняя их по месту и скрепляя между собой при помощи специальной струбцины
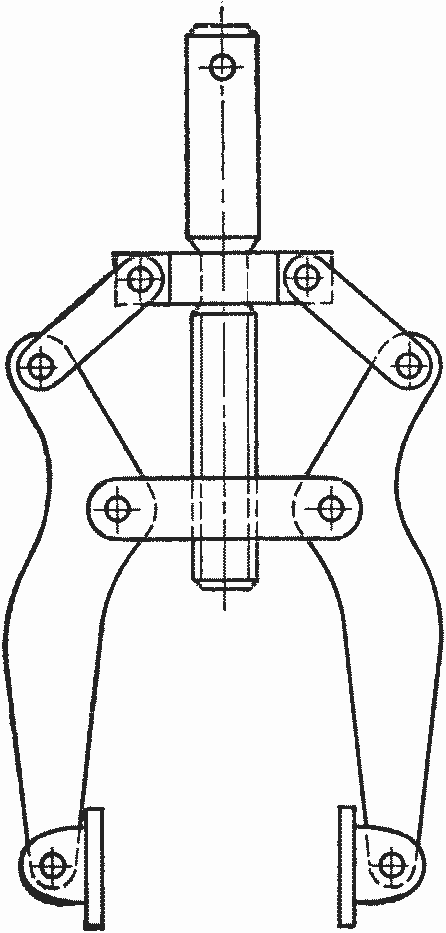
Рис. 7.8. Струбцина для сборки изоляционных коробок
(рис. 7.8) так, чтобы заливочный штуцер или отверстие были в верхней части, и уплотняют стыки коробок замазкой, оставляя в крайнем верхнем месте незамазанную щель для выхода воздуха во время заливки головки компаундом. Замазку накладывают ровным слоем в месте выхода стержней из коробки на изоляцию стержня, разглаживая поверхность шпателем, и дают замазке затвердеть в течение 5—6 ч. После этого на заливочный штуцер коробки или над сверленым отверстием устанавливают резиновую трубку, укрепив и уплотнив ее на коробке пластилином. Трубка и пластилин не должны перекрывать отверстия. При подготовке к заливке нижних головок обмотки статора устанавливают более длинную резиновую технологическую трубку, выгибая ее вверх вдоль лобовой части обмотки так, чтобы свободный конец ее был на 50—100 мм выше края изоляционной коробки. Через эту трубку заполняют внутренность коробки компаундом до его появления в незамазанной щели коробки в верхней части. Появившийся компаунд вытирают насухо и щель уплотняют пластилином. Доливают в заливочную трубку компаунд и следят за постоянным наличием его в трубке. Протечек из коробки не должно быть. По истечении 12—18 ч (времени отвердения компаунда) заливочную трубку с коробки снимают легким ударом молотка. Для снятия трубки со штуцера ее слегка поворачивают и сдергивают. Прилив компаунда срезают ножовкой и зачищают, а следы пластилина смывают толуолом.
Приготовление замазки ЭП00-10.
Замазку для уплотнения изоляционных коробок изготовляют из грунта- шпатлевки ЭП00-10, отвердителя № 1, наполнителя маршалита и прокаленного кварцевого песка.
Для приготовления замазки на 1 кг грунта-шпатлевки ЭП00-10 берут 85 г отвердителя № 1. В сосуд отвешивают нужное количество грунта-шпатлевки и в зависимости от его веса вливают отвердитель № 1 и хорошо перемешивают. Количество маршалита берут в зависимости от желаемой эластичности замазки. Маршалит насыпают в сосуд и вводят смесь грунта-шпатлевки и отвердителя. Эта смесь должна быть хорошо перемешана с маршали- том. Замазка должна быть уложена в течение 1 ч, поэтому готовить ее надо порциями из расчета 0,5 кг на одного исполнителя. Во время пользования замазкой рекомендуется чаще посыпать руки маршалитом, так как замазка сильно пристает к рукам. При работе с замазкой необходимо надевать резиновые медицинские перчатки и защитные очки, так как отвердитель очень опасен для глаз и рук. Срок затвердения замазки 6—10 ч. При необходимости ускорения отверждения наложенную замазку можно подогревать посторонним источником тепла.
Приготовление компаунда ПЗК-207.
Компаунд ПЗК- 207 состоит из трех частей: основы № 207, резината кобальта стирального и ускорителя № 207. В основу № 207 входят ненасыщенный полиэфир № 1; полиэфиркрилат ТГМ-3; хингидрон, перекись бензола и маршалит. Ускоритель № 207 состоит из димитиалина и полиэфиркрилата ТГМ-3. Для приготовления 1 кг компаунда необходимо взять следующее количество компонентов, г:
Маршалит . . . 555
Полиэфир № 1 ....................................................................................... 218
Полиэфиркрилат ТГМ-3 318
Паста перекиси бензола 15
Хингидрон . 0,1
Стиральный резинат:
кобальта 30
димитиалина 1,6
В зависимости от количества приготовляемого компаунда ПЗК-207 в бак отвешивают количество смолы полиэфир № 1 по рецепту. Затем в 100 м. ч. полиэфиркрилата ТГМ-3 растворяют необходимое количество хингидрона. В оставшихся 118 м. ч. полиэфиркрилата ТГМ-3 растворяют необходимое количество пасты перекиси бензола. Затем в бак с полиэфиром № 1 вливают полиэфиркрилат ТГМ-3 с хингидроном и полиэфиркрилат ТГМ-3 с пастой перекиси бензола и все хорошо перемешивают. После этого отвешивают необходимое количество маршалита, частями высыпают в бак и все, перемешивают до получения однородной массы. В полученную массу вводят необходимое количество резината кобальта и опять перемешивают.
Затем приготовляют смесь димитиалина с полиэфиркрилатом ТГМ-3. На каждый 1 кг компаунда необходимо брать 1,6 г димитиалина и 6,4 г полиэфиркрилата ТГМ-3. Эту смесь вводят в бак малыми порциями и тщательно перемешивают. Полученный компаунд хранить нельзя, поэтому его приготовляют непосредственно перед заливкой в головку.
Перед приготовлением компаунда ПЗК-207 для заливки головок необходимо сделать его пробы, что аналогично приготовлению компаунда, только с подбором определенных массовых частей некоторых компонентов. Каждая проба компаунда ПЗК-207 должна быть не менее 0,5 кг. Для каждой пробы согласно рецепту отвешивают все компоненты кроме пасты бензола. Для первой пробы берут пасту бензола по рецепту, для второй — 1,25 нормы, а для третьей — 1,5 нормы. Приготовленные пробы помещают на рабочем месте (обмотке статора). Проба считается хорошей, если она отвердела не менее чем за 8 ч и не более чем за 24 ч. Если, каждая проба затвердела ранее 8 ч, то необходимо уменьшить количество пасты перекиси бензола. Если пробы не затвердели за 24 ч и нет возможности увеличить количество перекиси бензола, то можно уменьшить количество хингидрона, так как он является замедлителем реакции.
Повышение окружающей температуры способствует ускорению твердения компаунда. В случае незатвердения компаунда в залитых головках процесс твердения можно ускорить подогревом изоляционных коробок или доливом в головки компаунда без хингидрона с большим количеством маршалита.