Низкая температура плавления оловянно-свинцовых припоев не позволяет применять их в якорях с изоляцией класса Н. Выводные концы обмоток таких якорей соединяются с петушками коллекторов при помощи серебряно-кадмиевого припоя марки Пср-2,5 ГОСТ 8190-56.
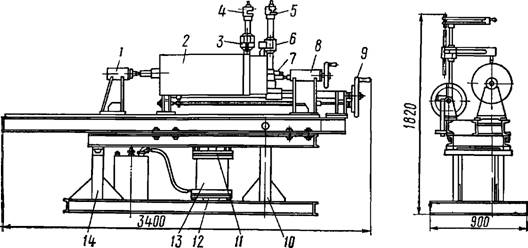
Рис. 16-2. Установка для контактной пайки якорей
Твердым медно-фосфористым припоем спаиваются головки стержневых обмоток роторов асинхронных электродвигателей, припаиваются выводные концы к шинной меди катушек возбуждения, спаиваются межкатушечные соединения всыпных обмоток. Пайка твердыми припоями производится на установках контактной пайки и специальными клещами.
Пайка на установках.
На рис. 16-2 показана установка для пайки с петушками коллектора выводных концов якорей различных типоразмеров.
На сварной раме установки расположены неподвижная бабка 1, подвижная бабка 8, устройства для передвижения электрододержателей с закрепленными в них электродами 3 и 6.
Вдоль оси якоря электрододержатели передвигаются при вращении штурвала 9, а по вертикали — винтами 5 и 4. Расстояние между электродами изменяется винтом 7.
Наклон якоря 2 в процессе пайки на угол до 45° может быть произведен пневматическим подъемником 13, закрепленным на шарнирах 11 и 12, и изменением высоты стоек 10 и 14.
Установка питается от понижающего трансформатора мощностью 12 та, снабженного регулятором вторичного напряжения, позволяющим получить шесть значений силы тока от 500 до 1100 а.
В качестве примера контактной пайки рассмотрим пайку якоря тягового электродвигателя припоем Пср-2,5.
Спаиваемые поверхности подготавливают до начала пайки. Концы секций еще при изготовлении катушек якоря облуживают припоем Пср-2,5.
Шлиц у каждой коллекторонй пластины до начала укладки обмотки якоря обезжиривают, тщательно промывая кистью, смоченной в спиртовом растворе хлористого цинка и хлористого аммония по 10 г каждого вещества на 1 л спирта. В готовый раствор на каждый литр добавляют по 50 г толуола.
Перед осадкой выводных концов катушек в шлиц коллекторных пластин места пайки волосяной кистью промазывают флюсом. После установки якоря 2 в центра станка, вращая якорь, места соединений концов секций с петушками коллекотра при помощи кисти еще раз промывают флюсом.
Угольный электрод 3 подводят до соприкосновения с верхней частью петушка пластины, в которую впаивается конец катушки, а медный электрод 6 опускают на середину той же пластины.
Электроды к пластинам должны прилегать плотно. Нагрев петушков в процессе пайки осуществляется при пропускании тока за счет выделения тепла в месте контакта с электродом. Дополнительно петушки разогреваются от раскаленного угольного электрода.
Во время пайки пруток припоя подносят к верхней части шлица коллектора и по мере расплавления его и затекания в шлиц пластины пруток перемещается к нижней части петушка. Образование расплавленной капли припоя с вогнутым мениском на границе петушка с пластиной свидетельствует о конце пайки. После этого якорь поворачивают для пайки следующей пластины, цикл повторяется и так до тех пор, пока не будут пропаяны все пластины.
При отработке технологии пайки каждого якоря опытным путем устанавливаются количество припоя, необходимое для качественной пайки концов катушек, сила тока и время пайки одной пластины. Эти данные указываются в технологическом процессе.
Качество пайки целиком зависит от точности соблюдения режимов пайки и хорошей подготовки поверхностей спаиваемых деталей.
На установках для контактной пайки можно производить пайку выводных концов якорей с коллекторами и мягкими припоями, подобрав для этого соответствующие режимы.
При контактной пайке в результате небольшого времени, затрачиваемого на нагрев петушков (8—30 сек для пластин с цельными петушками в зависимости от сечения меди коллектора), перегрева пластин не происходит, твердость их не снижается, что является важным преимуществом метода контактной пайки.
Пайка клещами.
Специальные клещи (рис. 16-3) применяют для пайки припоем ПМФ концов катушек. Ток от трансформатора подводится к губкам 2 и 6 гибким кабелем.
Пайка соединений такими клещами производится следующим образом. Скрутку спаиваемых проводов вместе с проложенной пластиной припоя сжимают между электродами 1, нажимая рукой на рычаг 5. Ножной педалью включают цепь, в местах касания электродов, за счет увеличенного сопротивления, происходит разогрев угольных электродов, припой расплавляется, смачивая спаиваемые поверхности. Для возвращения подвижной губки 2 в исходное положение служит пружина 4. Корпус 3 клещей пластмассовый.
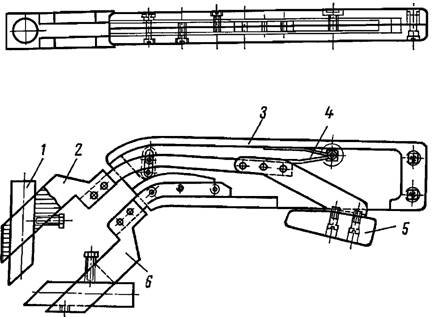
Рис. 16-3. Клещи для пайки твердыми припоями