Перед началом монтажа машин по акту производят приемку фундаментов от строительной организации. Очищают резьбовые отверстия фундаментных плит, проверяют качество резьбы и при необходимости исправляют ее. В отверстия фундамента закладывают фундаментные болты, а по периметру фундаментной плиты укладывают стальные или чугунные подкладки. Плиты, имеющие нижние полки, устанавливают на подкладки и клинья, которые размещают в местах сосредоточенных нагрузок.
Плиты, не имеющие нижних полок, устанавливают на подкладки и клинья, укладываемые под ребра жесткости, расположенные в непосредственной близости от фундаментных болтов, под подшипниковые стояки, лапы станин и остальные ребра так, чтобы расстояние между осями соседних подкладок было не более 1 м. Подкладки из-под плиты должны выступать на 35—50 мм. Подготовленную к монтажу плиту устанавливают краном на подкладки, уложенные на фундамент. Плиту ориентируют по осям фундамента визирными струнами (рис. 10). Далее фундаментную плиту выверяют по уровню, добиваясь горизонтальности тонкими стальными подкладками. Подкладки размещают под плиту, приподнимая ее клиновыми или гидравлическими домкратами. При выверке плиты применяют длинную линейку и обычный или гидростатический уровень. После выверки плиты производят ее крепление затяжкой фундаментных болтов.

Рис. 10. Разметка осей и установка фундаментной плиты электрических машин большой мощности:
1 — подкладки; 2— стальной клин; 3 — строительный уровень; 4 — гидростатический уровень;
5 — груз
Если при сооружении фундамента анкерные болты не были установлены, электрическую машину устанавливают на приклеенных анкерных болтах, размещаемых в пробуренных в фундаменте колодцах (рис. 11).
При бесподкладочном способе монтажа зазор между поверхностью бетонного фундамента и основанием плиты оставляют 50—60 мм. Площадку под установку домкратов выверяют в горизонтальной плоскости по уровню. Домкраты устанавливают у фундаментных болтов и в местах сосредоточенных нагрузок. Суммарная грузоподъемность домкратов должна быть не менее 1,5-кратной монтажной массы оборудования. После окончательной выверки плиты, установленной на домкратах, производят подливку плиты, за исключением мест установки домкратов, которые выгораживают временной опалубкой.
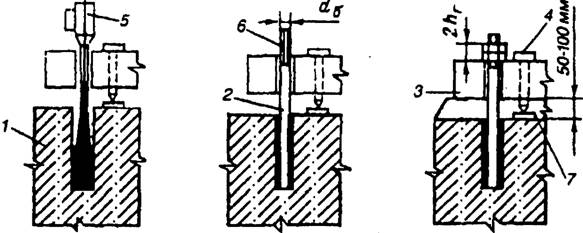
Рис. 11. Установка анкерных болтов на эпоксидном клее для крепления электрических машин:
1 - фундамент; 2 — штанга перфоратора с коронкой; 3 — опорная плита машины; 4 — отжимной болт; воронка для заливки эпоксидного клея; б— анкерный болт; 7— бетонная подливка
Подливку вибрационным способом производит строительная организация, наблюдение за тщательностью подливки ведут ответственные представители электромонтажной организации. После затвердевания подливки снимают домкраты и производят окончательную подливку фундаментной плиты в этих местах. Подливку принимают по акту, в котором должны быть указаны: состав бетонной смеси, количество пластифицирующих добавок, температура бетонной смеси и воздуха во время подливки и вибрирования.
Далее затягивают фундаментную плиту и устанавливают подшипниковые стойки, предварительно прошедшие ревизию. Под подшипниковые стойки помещают металлические (регулировочные) и в необходимых случаях изоляционные прокладки.
Сопротивление изоляции подшипниковых стоек по отношению к плите должно составлять не менее 0,5 МОм; при этом болты крепления стойки к плите должны быть затянуты до укладки валов в подшипники.
После установки вала ротора в подшипники специальным инструментом — шабером, которым удаляют выступающие неровности с поверхности баббитового вкладыша подшипника, подгоняют рабочую поверхность подшипникового вкладыша к шейке вала.
Для заводки ротора массой до 5—6 т в неразъемные статоры применяют приспособление, состоящее из направляющей детали, укрепляемой на корпусе статора, и кареток на шарикоподшипниках, снабженных устройствами для подвески и перемещения ротора (рис. 12).
Ответственной операцией монтажа является центровка валов.

Рис. 12. Приспособление для выкатки и заводки роторов массой до 5 т:
1 — каретка; 2— направляющие швеллеры; 3— болт; 4— подпорная стойка; 5— статор; б — подъемная лента; 7— накладка; — болт
Несоосность валов характеризуется относительным смещением их осей в радиальном и угловом направлениях. В крупных машинах валы имеют естественный прогиб, поэтому трудно добиться строгой параллельности торцовых плоскостей соединительных полумуфт.
При центровке валов допускают отклонения в радиальном и угловом направлениях в пределах 0,03—0,6 мм в зависимости от конструкции соединительной муфты.
Выверку и регулировку воздушного зазора выполняют после окончательной центровки валов, а у машин постоянного тока с разъемным статором — после установки его верхней половины и скрепления последней болтами с нижней половиной. Для этого используют специальные и клиновые щупы (рис. 13, а, б). Воздушный зазор измеряют с обеих сторон ротора или якоря в следующих местах: у машин с неявно выраженными полюсами — в четырех точках (при большом диаметре ротора — в восьми); у машин с явно выраженными полюсами — под каждым полюсом против середины полюсного башмака.
Допустимая разность между наибольшим и наименьшим значениями воздушных зазоров в процентах от среднеарифметического не должна превышать у машин: асинхронных и синхронных тихоходных—10%, быстроходных—5%, постоянного тока с петлевой обмоткой —10% (при зазоре до 3 мм) и 5% (при зазоре более 3 мм), с волновой обмоткой эту разность увеличивают в 2—2,5 раза, Зазоры между якорем и добавочным полюсом не должны отличаться более чем на 5%. Неравномерность воздушного зазора для всех электрических машин не должна превышать 10%.
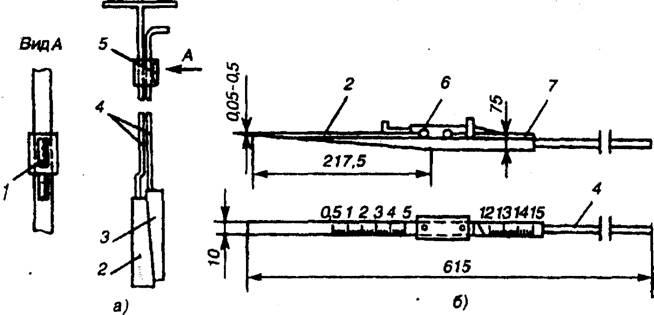
Рис. 13. Щупы:
а — специальный; б — клиновой; 1 — нониус; 2, 3 — клинья; стержни; 5— обойма; б —
движок; 7— указатель
Воздушный зазор регулируют подбором соответствующих подкладок под лапы станины статора и его разворотом в поперечном направлении относительно продольной оси ротора или якоря.
Сушку обмоток машины производят в том случае, если при ревизии установлен низкий уровень изоляции, не допускающий включения без сушки.
Сушка обмоток может быть выполнена их нагревом: постоянным или переменным током от постороннего источника; горячим воздухом (обдув); потерями в стали (индукционным способом); током КЗ при пониженном напряжении (для генераторов).
Перед сушкой обмотки продувают чистым и сухим воздухом для того, чтобы осевшая пыль после разогрева и размягчения изоляции не прилипала к ее лаковой покровной пленке.
В процессе сушки термометром или термопарой непрерывно измеряют температуру обмоток и стали, не допуская повышения ее выше 75°С. Температуру нагрева увеличивают постепенно — быстрый нагрев может вызвать разрывы в изоляции: при сушке крупных машин температуру увеличивают до 50°С в течение 20 ч; наивысшая температура должна быть достигнута не ранее чем через 30—40 ч.
Сушку обмоток считают законченной, если при установившейся температуре сопротивление изоляции и коэффициент абсорбции обмоток не изменяются в течение 6—7 ч.
Технологическая последовательность монтажных работ при установке машин большой мощности заключается в распаковке и размещении частей машины на монтажной площадке в машинном зале; очистке частей машины от грязи и ржавчины, очистке поверхности фундамента, выверке в горизонтальной плоскости основания
фундаментной плиты; установке подшипниковых стояков и изоляции от фундаментной плиты тех из них, для которых она предусмотрена предприятием-изготовителем; установке статора и ротора; сопряжении валов; подгонке подшипников и вкладышей, уплотнении подшипников; выполнении внутренних соединений машины; обработке коллектора и контактных колец; монтаже коммутирующих устройств (суппорт, траверсы, щетки); проверке состояния изоляции и при необходимости контрольном прогреве или сушке; установке контрольных шпилек (конических штифтов) для надежного фиксирования положения станин и подшипниковых стояков; монтаже систем смазки и принудительной вентиляции.
Набор инструмента для монтажа электрических машин, поступающих в собранном или разобранном виде, следующий: приспособление для развертывания отверстий в полумуфтах и проворачивания валов, съемник подшипников качения со скобой и хомутом, гидравлический домкрат до 100 кН, приспособление для центровки валов, клиновой щуп для измерения воздушных зазоров, ключ со сменными головками для гаек большого размера, приспособление для центровки машин с промежуточными валами, виброметр, трехзахватный универсальный съемник, клиновой домкрат грузоподъемностью 50 кН, электрошарошка, гидростатический уровень, разъемный регулируемый уровень, микрометрический уровень с ценой деления 0,1/1 000 мм, набор инструмента слесаря-монтажника, центробежный ручной тахометр ИО-10, комплекты конических разверток 1:50 диаметром 13—27 мм, микрометрических нутромеров для измерения в пределах 50—600 мм, индикаторных скоб С—300—800 мм, гаечных ключей размером 8—36 мм, комплекты щупов, отвесов и стропов, призма длиной 100—150 мм.