Определение объема ремонта.
Перед ремонтом обмоток необходимо точно определить характер неисправности. Часто направляют в ремонт исправные электродвигатели, ненормально работающие в результате повреждения питающей сети, приводного механизма или неправильной маркировки выводов.
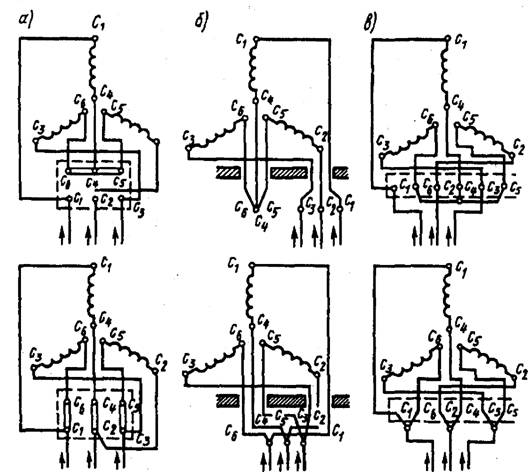
Рис. 12. Схемы соединения обмоток при фазных исполнениях выводов и наличии:
а — у двигателя щитка с зажимами; б — двух выводных отверстий; в — выводов, расположенных в один ряд
Основой якорной обмотки машин постоянного тока служит секция, т. е. часть обмотки, заключенная между двумя коллекторными пластинами. Несколько секций обмотки обычно объединяют в катушку, которую укладывают в пазы сердечника.
Схемы однофазных обмоток составляют в основном по тем же правилам, что и схемы трехфазных обмоток, только у них рабочая фаза занимает 2/3 пазов, а пусковая 1/3. У конденсаторных двигателей половину пазов занимает главная фаза и половину — вспомогательная.
Назначая ремонт, следует помнить, что у электродвигателей мощностью до 5 кВт с двухслойной обмоткой при необходимости замены хотя бы одной катушки выгоднее перемотать статор полностью. У двигателей мощностью 10—100 кВт с обмоткой из круглого провода одну-две катушки можно заменить методом протяжки без подъема неповрежденных катушек.
Обмотки электрических машин и способы их соединений.
Основой фазной обмотки машин переменного тока служит катушка, т. е. комплект проводов, которому придают форму, удобную для укладки в пазы сердечника, отстоящие друг от друга на величину шага обмотки. Одна или несколько рядом лежащих катушек, принадлежащих одной фазе и расположенных под одним полюсом, образуют катушечную группу. Катушечную группу в мягких обмотках наматывают целиком одним и несколькими параллельными непрерывными проводами, а в некоторых случаях наматывают целиком фазу обмотки. Варианты соединения обмоток при фазных исполнениях выводов показаны на рис. 12.
Ремонт статорных обмоток электрических машин.
Для записи обмоточных данных при перемотке используют приведенную ниже форму обмоточной карточки.
Ф о р м а 2
Обмоточная карточка
- Тип электродвигателя .......................................... . ....................................................................
- Заводской номер . . . . . . . ...... ......................................................................................................
- Дата изготовления . . . . . . ; . ........................................................................................................
- Мощность, кВт.................................................... . . . . . . . ... . . ......................................................
- Напряжение, В ..............................................................................................................................
- Ток, А.................................................................................................................................................
- Число фаз .......................................................................................................................................
- Частота вращения, об/мин .........................................................................................................
- Частота, Гц......................................................................................................................................
- Соединение фаз ................................................................................... .
- Длина пакета статора, мм..................
- Диаметр расточки статора, мм ..................................................................................................................
- Число пазов статора . .. . .... . . . . . . . . . . . . . . ..........................................................................
- Род обмотки (двухслойная, однослойная концентрическая, цепная, однослойная концентрическая внавал и т. д.) .......................................................................................
- Схема обмотки .................................................................................................................... . .
- Форма лобовых частей (для двухплоскостных и трехплоскостных однослой- ных обмоток) . . . ... . . . ... . . ..................
- Вылет лобовых частей (расстояние от торца пакета до наиболее удаленной точки лобовых частей обмотки):
со стороны схемы, мм .... . . ...... . . . . ..............................................................................................
с противоположной стороны, мм ... . ... ... . . . ...............................................................................
- Число проводов в пазу: <
в верхнем слое . . . . . ... . . , . . . . . ...............
в нижнем слое.....................................................................................................................................
общее ....................................................................................................................................................
- Число параллельных проводов .... . .......................................................................................
- Обмоточный провод:
марка .....................................................................................................................................................
диаметр, мм .........................................................................................................................................
- Шаг обмотки (для концентрической обмотки указать шаги всех катушек катушечной группы или полугруппы) ...................................................................................................................................
- Число параллельных ветвей....................................................................................................
- Средняя длина витка, мм . . . . ... . . . . ....................................................
- Эскиз паза с размерами, изоляцией и расположением проводов..................................
25. Размеры, форма и материал пазовых клиньев....................................................................
Обмотчик:.......................................................................................................................................
Подпись:.....................................................................................................................................
Дата..........................................................................................................................................................
Технологический процесс изготовления статорной обмотки для ремонтируемой асинхронной машины состоит из основных этапов, приведенных в табл. 73. Приспособление для очистки пазов укладки катушек, кантователь, пайка изоляции соединений статорных обмоток показаны на рис. 13—16.