В процессе резания металла штампами (при вырубке и пробивке) характер деформации тот же, что и при срезе, и состоит из трех стадий [12]:
- стадии упругих деформаций, когда напряжение в металле не превосходит предела упругости (рис. 4-3, а);
- стадии пластических деформаций, при которой происходит сильный изгиб и растяжение волокон штампуемого металла (рис. 4-3, б);
- стадии скалывания, в течение которой образуются микро- и макротрещины, возникающие вначале у режущих кромок матриц и пуансона, затем распространяющиеся на внутренние слои металла по поверхности скольжения и в конечном итоге вызывающие отделение вырубаемой детали (рис. 4-3, в).
Размер вырубаемого отверстия определяется размером пуансона, а размеры вырубленной детали — размерами матрицы.
Поверхности, по которым произошел срез металла, имеют криволинейную форму. Характер поверхности зависит от относительной величины зазора и механических свойств материала.
При вырубке и пробивке затрачивается значительное усилие, величина которого зависит от длины среза, толщины и механических
свойств металла, величины зазора и состояния режущих кромок штампа.
Расчет усилия резания штампами с параллельными режущими кромками производится по формуле


Для круглых деталей усилие резания
Требуемое усилие пресса Рпр для штамповки деталей бывает до 30% больше расчетного усилия вырубки из-за неравномерной толщины материала и затупления режущих кромок штампа. При расчете Рпр это учитывается коэффициентом 1,3. Кроме того, в случае применения пружинного, резинового или пневматического съемника, выталкивателя к расчетному усилию прибавляется усилие на их сжатие.
Таким образом,

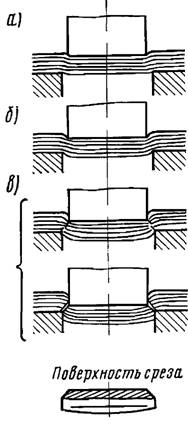
Рис. 4-3. Стадии процессов резания металла штампами

при вырубке круглых деталей
где Р и Рпр — соответственно усилие резания и усилие пресса, кн;
L — периметр вырубки, мм\ d — диаметр вырубаемой (пробиваемой) детали, мм\ s — толщина листа, мм\ аср — сопротивление срезу, Мн/м2\
Qб — усилие сжатия, кн.
Если принять аср в кГ/мм2, то усилие Р получим в тоннах. Величина силы сжатия в штампе
принимается в зависимости от усилия, необходимого для снятия полосы с пуансона, которое в свою очередь зависит от толщины пробиваемого (вырубаемого) материала и схемы штамповки. Чем толще материал, тем усилие больше.
Наибольшее усилие для снятия полосы с пуансона при вырубке (пробивке) равно (в % от Р):
Однопуансонный штамп. 10
Последовательный штамп. 15
Многопуансонный штамп 20
Значение аср приводится в справочниках по штамповке.
Знание величин усилий при штамповке необходимо для расчета деталей штампа на прочность и выбора пресса с усилием, обеспечивающим штамповку данной детали.
Усилие пресса, указанное в его паспорте, должно быть равно или больше расчетного Рпр, в противном случае поломка пресса неизбежна.