В цехах холодной штамповки для изготовления листов сердечников применяются ножницы листовые с наклонными ножами (гильотинные ножницы), многодисковые (роликовые) ножницы и штамповочные прессы.
Ножницы. Детали редко штампуют из целого листа. Обычно перед штамповкой лист разрезают на полосы требуемой ширины. Для этой цели применяют ножницы листовые с наклонными ножами (рис. 4-9) и многодисковые (рис. 4-10). На первых можно производить прямолинейную резку листов на полосы или отдельные заготовки из металла толщиной от 0,3 до 16 мм, на вторых режут листы на полосы из металла толщиной от 0,03 до 3 мм.
Ножницами с наклонными ножами можно разрезать детали шириной до 3 м, а наибольшая ширина разрезаемой ленты на многодисковых ножницах — 300—800 мм.
Конструкция и принцип работы листовых ножниц с наклонными ножами следующие (рис. 4-9, а). Кривошипный вал 3 приводится во вращение от двигателя 1 через клиноременную передачу, маховик и зубчатые колеса 2. Вал начинает вращаться после включения шпоночной муфты, установленной в ступице зубчатого колеса. Муфта включается от нажатия на педаль 7. Разрезаемый лист укладывают на стол 6 и подают до упора. При включении ножниц перед разрезкой лист предварительно прижимается к столу прижимом 4, а затем разрезается ножами. Верхний подвижной наклонный нож закреплен на ножевой балке 5, усилие которой передается посредством двух шатунов от кривошипного вала.
Угол наклона верхнего ножа ф (рис. 4-9, б) выбирается в зависимости от толщины разрезаемого листа и составляет от 1°10' до 3°15'.
Многодисковые ножницы для резки листового металла имеют два параллельных вала, на которых закреплены несколько пар дисковых ножей, разрезающих лист на полосы. Дисковые ножи могут передвигаться на валах. Каждую пару ножей устанавливают друг от друга на расстояние, равное ширине полосы. Резка листов электротехнической стали на полосы для штамповки железа сердечников обычно производится на многодисковых роликовых ножницах, дающих лучшее качество разрезки.
Роликовые ножницы более производительны, чем ножницы с наклонными ножами, так как на них лист раскраивается сразу на несколько полос.
Прессовое оборудование.
По технологическому признаку прессы для холодной штамповки подразделяются на универсальные, на которых можно выполнять различные штамповочные операции (вырубные, пробивные, гибочные), и специальные, предназначенные для выполнения лишь отдельных операций или изготовления определенных деталей.
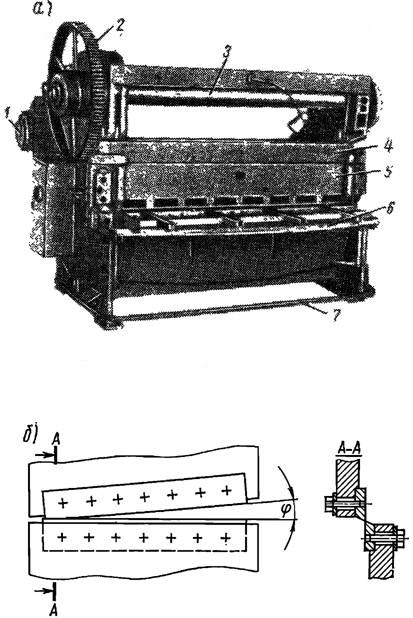
Рис. 4-9. Ножницы листовые с наклонными ножами: а — общий вид; б — схема расположения ножей
Универсальные прессы. Они бывают механические (кривошипные) и гидравлические. В штамповочных цехах для изготовления деталей электродвигателей методом холодной штамповки применяются механические кривошипные прессы.
В кривошипных прессах передача движения рабочим органам от электродвигателя производится при помощи механической передачи. Для преобразования вращательного движения вала двигателя
в возвратно-поступательное движение ползуна используется кривошипно-шатунный механизм.
На рис. 4-11, а показана схема кривошипного механизма. При вращении кривошипа 3 по окружности ползуну 1 через шатун 2 сообщается возвратно-поступательное движение. Ползун пресса имеет два конечных положения, одно из которых называется верхней мертвой точкой (в. м. т.), второе — нижней мертвой точкой (н. м. т.). Расстояние от ползуна в его в. м. т. до стола пресса (Н0) (рис. 4-11, в) называется открытой высотой, а расстояние от ползуна в его н. м. т. до стола (На) — закрытой высотой пресса.
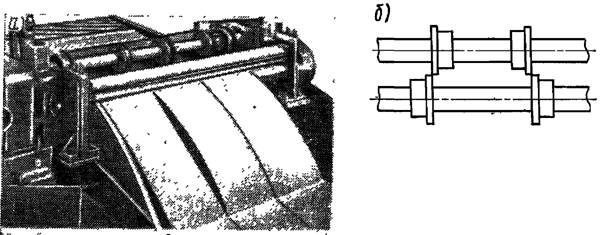
Рис. 4-10. Многодисковые ножницы:
а — общий вид; б — схема расположения пар дисковых ножей
Величина хода пресса определяется расстоянием между верхней и нижней мертвыми точками.
Усилие на ползуне переменное и зависит от положения кривошипа. Наибольшим оно будет вв. м.т. ин.м.т. В паспортах прессов указывается его номинальное усилие, которое принимается равным усилию, создаваемому на ползуне, когда кривошип не доходит до нижней мертвой точки примерно на 20—30° (угол а).
Принцип работы кривошипного пресса (рис. 4-11, б) заключается в следующем: от электродвигателя 1 через зубчатую передачу вращение передается маховому колесу (маховику) 2, которое свободно сидит на конце кривошипного вала 4. Вращение кривошипному валу от маховика передается через муфту 3, одна половина которой жестко соединена с кривошипным валом, другая — с маховиком.
Муфта включается через систему передач при нажатии на педаль 8. При этом вал, вращаясь, делает вокруг своей оси один оборот, а ползун 6 с шатуном 5 — один двойной ход.
При работе пресса с одиночными ударами после каждого хода пресс автоматически выключается. Управление прессом предусматривает работу его на самоходе. Это необходимо при штамповке деталей с автоматической подачей заготовок в штамп.
Нижняя часть штампа крепится на столе пресса 7, а верхняя — на ползуне 6. Ползун движется в направляющих (на схеме не показаны).
Имеется много разновидностей кривошипных прессов, которые отличаются друг от друга усилием, конструкцией станины и муфты
включения, формой кривошипного вала и т. д. Для вырубки плоских деталей (листов сердечников электродвигателей) применяются кривошипные прессы с небольшим ходом ползуна. При проектировании штампов необходимо их размеры согласовывать с соответствующими размерами пресса.

Рис. 4-11. Кривошипный пресс:
а — схема кривошипно-шатунного механизма; б — кинематическая схема пресса; в — рабочее пространство пресса
Устанавливать штамп на стол пресса можно лишь в том случае, если закрытая высота штампа Н3.ш1 (см. рис. 4-11, в) будет на 5— б мм меньше закрытой высоты пресса, в противном случае при ходе ползуна вниз может произойти поломка пресса или штампа.
Закрытая высота пресса может регулироваться в определенных пределах за счет изменения длины шатуна, имеющего винтовое соединение с ползуном. Благодаря этому на пресс можно устанавливать штампы с различной закрытой высотой.
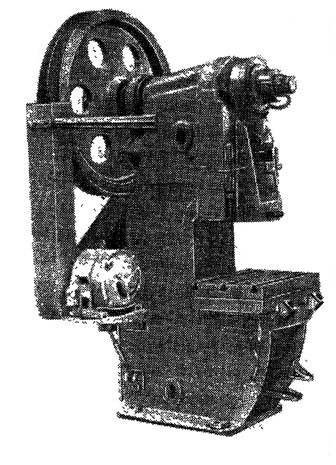
Рис. 4-12. Пресс кривошипный одностоечный с неподвижным столом
На универсальных кривошипных прессах производится штамповка листов сердечников совмещенными штампами. Один из таких прессов показан на рис. 4-12.
Специальные пресс-автоматы. В массовом производстве электродвигателей для штамповки листов сердечников статоров и роторов применяются специальные, а также универсальные листоштамповочные с нижним приводом пресс-автоматы.
Пресс-автоматы допускают возможность быстрой переналадки для штамповки деталей разных размеров. В Советском Союзе пресс-автоматы выпускают Воронежский завод им. Калинина (модель А-804) и Барнаульский завод механических прессов (модели К-208 и А-805). Пресс А-804 (усилие 981 кн или 100 Т, число ходов в минуту от 60 до 150) предназначен для штамповки листов сердечников четырех- и пятипозиционными штампами последовательного действия.
За рубежом специальные пресс-автоматы выпускают фирмы Германии, Франции, Бельгии, Японии.
На пресс-автоматах К-208, имеющих усилие 2452,5 кн (250 Т), листы статора и ротора штампуются двухпозиционными комбинированными штампами совмещенного действия.
Пресс-автоматы А-805, или «Бакинец», опытный образец которых был разработан Бакинским электромеханическим заводом, выпускаются серийно Барнаульским заводом механических прессов.
Предназначены они для штамповки листов сердечников 6—7-го габарита единой серии. Пресса имеют 50 двойных ходов в минуту и отличаются горизонтальным расположением направляющих колонок от всех других пресс-автоматов, имеющих вертикальное их расположение.
На рис. 4-13 показано устройство пресс-автомата с нижним приводом.
От электродвигателя 1 через вариатор 2 (с помощью вариатора изменяется передаточное отношение) и ременную передачу 3 враще
ние сообщается маховику 4 и кривошипному валу 5, расположенному в нижней части пресса. Кривошипы вала через цилиндрические колонки 7 сообщают верхней траверсе 8 возвратно-поступательное движение.
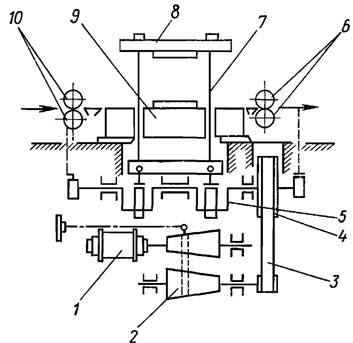
Рис. 4-13. Устройство пресс-автомата с нижним проводом
На столе 9 устанавливают нижнюю половину, а на траверсе 8 крепят верхнюю половину штампа. Стальная полоса или лента перемещается с помощью валковой передачи, которая состоит из подающих 10 и приемных валков 6. Валковая подача кинематически связана с кривошипным валом. Перемещение полосы валками производится при ходе траверсы вверх, а при ходе вниз валки неподвижны.
Пресс-автоматы с нижним приводом обладают высокой производительностью, доступным расположением штампов, за счет регулировки втулок направляющих колонн инструменту сообщается точное направление.
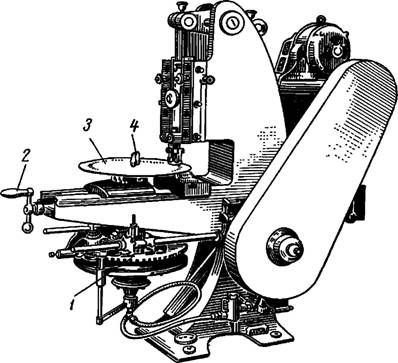
Рис. 4-14. Пазовый пресс-автомат
В условиях индивидуального и мелкосерийного производства для штамповки пазов в листах сердечников применяются специальные пазовые пресс-автоматы (рис. 4-14).
Работа на них осуществляется в следующей последовательности. Заготовка 3, имеющая форму кружка, отверстием под вал устанавливается на оправку и закрепляется прижимом 4. После каждого удара пресса делительный механизм со сменным храповым колесом 1 автоматически поворачивает оправку с заготовкой на одно пазовое деление. После вырубки полного количества пазов пресс останавливается.
Для вырубки пазов в листах сердечников различных машин необходимо менять штамп, оправку, храповое колесо и передвигать оправку на необходимое расстояние вращением рукоятки 2 ходового винта.