§ 5-8. Сборка сердечников главных полюсов
Сердечник главного полюса собирается из листов, вырубленных одним штампом. Листы в пакете располагают в том же положении, как они штамповались, определяя это положение по технологической лунке сбоку листа.
Пакет собирают (рис. 5-8, а) в следующей последовательности. В приспособлении укладывается подкладка с кернами (рис. 5-8, б), на нее — одна из боковин со вставленными в отверстия двумя заклепками. На заклепки набирается полный пакет листов, устанавливается другая боковина, запрессовываются остальные заклепки и стержень. Положив на собранный пакет подкладку с отверстиями под шпильки и стержень (рис. 5-8, в) и включив пресс, сердечник спрессовывают. Затем, сменив подкладку с отверстиями на подкладку с кернами, развальцовывают четыре заклепки с обеих сторон.
В последующей операции у сердечника на фрезерном станке фрезеруют углы.
§ 5-9. Автоматизация сборки сердечников
Изготовление сердечников — процесс трудоемкий, несмотря на механизацию отдельных операций (ориентирование железа по шпоночной канавке, шихтовка на пневмопрессах).
Повышение производительности труда может быть достигнуто только лишь за счет автоматизации всего процесса.
Институтом ВНИИТэлектропром разработан ряд полуавтоматов для сборки пакетов статоров микродвигателей и электродвигателей единой серии 1—5-го габаритов.
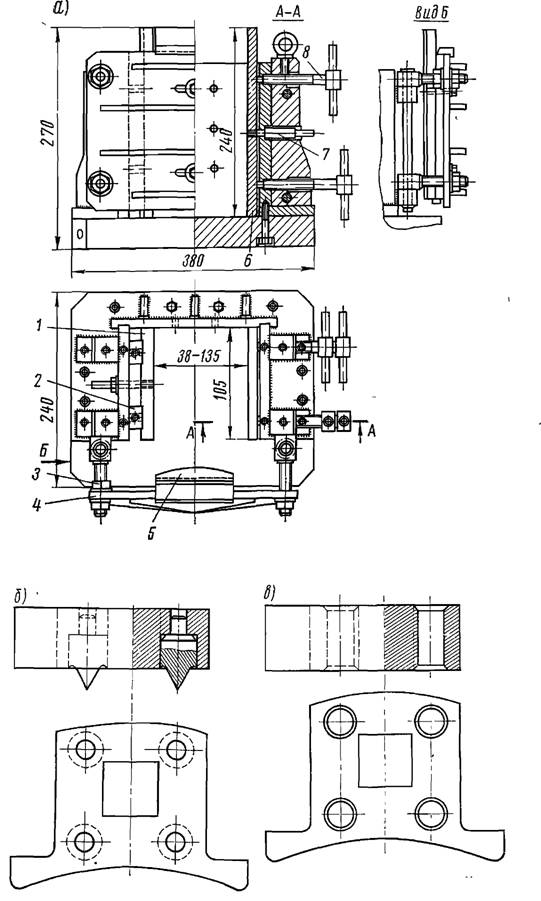
Рис. 5-8. Универсальное приспособление для сборки и опрессовки сердечников главных полюсов:
а — приспособление: 1 — переставная боковина; 2 — сменные прокладки; 3 — гайка; 4 — планка; 5 — передний прижим; б — передвижная боковина; 7 — пружина; 8 — регулировочный винт; б — подкладка с кернами; в — подкладка с отверстиями
На полуавтоматах выполняются все сборочные операции, начиная с отделения необходимого количества листов и кончая выдачей готового пакета.
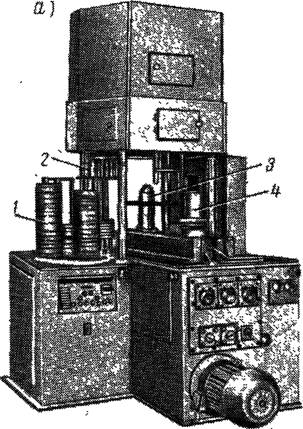
Полуавтомат (рис. 5-9) имеет приемный поворотный стол 1 с четырьмя загрузочными оправками, на которые с помощью цеховых подъемно-транспортных средств загружаются листы статора, подлежащие шихтовке.
Рис. 5-9. Полуавтомат для сборки пакетов статора электродвигателей А2 и А02 1—2-го и 3—4-го габаритов:
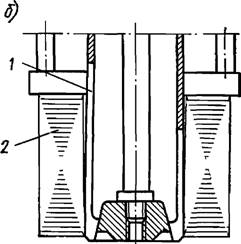
а — полуавтомат; б — дозировочная цанга полуавтомата
На рабочих позициях станка производятся дозировка пакета по длине, шихтовка на специальную оправку с опрессовкой пакета, напрессовка пакета на технологическую оправку.
Работает полуавтомат в следующей последовательности. При включении станка загрузочная оправка вместе с находящимися на ней листами статора перемещается автоматически на позицию дозировки. На этой позиции с помощью дозировочной цанги 1 (рис. 5-9, б) определяется необходимая длина пакета 2.
Операция выполняется следующим образом: цанга и загрузочная оправка с листами статора смыкаются, при этом цанга в разжатом состоянии входит внутрь пакета статора. Под определенным давлением листы железа статора спрессовываются. Конус цанги при движении вверх распирает стенки цанги, отсекая заданное количество
листов. При размыкании разгрузочной оправки и цанги на последней прочно удерживается отсеченный пакет листов статора, который в таком виде переносится на позицию шихтовки.
Пакеты статора, отсеченные при давлении 14715н (1500 кГ), имеют колебания в весе плюс — минус вес одного листа, а пакеты, сжатые с усилием 98100 н (10 Т), имеют длину в пределах ±0,5 мм {толщина одного листа). Эти цифры соответствуют нормам, указанным в чертежах пакетов сердечников асинхронных электродвигателей единой серии.
Метод дозирования пакета по длине под давлением на дозировочной цанге свободен от неточностей определения размеров пакета сердечника по весу или длине, применяемых при обычной шихтовке.
Для выполнения операции шихтовки дозировочная цанга 2 (рис. 5-9, а), находящаяся в верхней части станка с пакетом листов, перемещается на следующую позицию, останавливаясь над шихтовочной оправкой 3.
На позиции шихтовки листы статора при помощи толкателей сталкиваются с дозировочной цанги и, попадая на вращающуюся головку оправки, вращаются с ней до тех пор, пока наружный шихтовочный выступ не совпадет с пазом шихтовочной линейки, после чего лист статора проваливается на оправку под действием собственного веса. Затем пакет статора .снимается с шихтовочной оправки и переносится на следующую позицию напротив технологической оправки 4, на которой и опрессовывается.
Для скрепления в наружные пазы пакета вручную вставляют пластины, концы которых загибают на торцы пакета. Затем пакет специальным захватом снимается с оправки и выносится из рабочей зоны станка. Автоматизация процесса шихтовки позволяет значительно повысить производительность труда и облегчает труд рабочих.