Назначение бандажей.
Для противодействия центробежным силам, возникающим при вращении, лобовые и пазовые части обмоток якорей и роторов должны быть надежно закреплены на сердечнике.
Пазовые части обмоток в сердечнике закрепляются с помощью бандажа из стальной проволоки в машинах небольших габаритов и пазовых текстолитовых или стеклотекстолитовых клиньев в машинах средних и больших габаритов. Лобовые части обмоток крепятся только с помощью бандажа.
В последнее время стальная проволока, применяемая для бандажей, все более заменяется стекловолокном, пропитанным термореактивными лаками. Бандажи из стеклянного волокна менее трудоемки при намотке и более надежны в эксплуатации.
Процесс наложения на обмотку бандажей из стальной проволоки или ленты из стекловолокна называется бандажировкой.
При бандажировке проволока и стекловолокно накладываются на обмотку с определенным натяжением, величина которого зависит от диаметра проволоки и указывается обычно в заводских нормалях.
Напряжение в бандаже, созданное при бандажировке, должно быть несколько больше напряжения от центробежных сил, возникающих при вращении якоря или ротора. Это напряжение не должно ослабевать ни в процессе дальнейшего изготовления якоря, ни в результате нагрева ротора или якоря при работе машины.
Бандажируется якорь дважды. После укладки катушек на него накладывается временный бандаж, который заменяется на постоянный.
Назначение временных бандажей заключается в том, чтобы произвести осадку обмотки якоря, т. е. по всей длине катушки нижние ряды плотно прижать к дну паза и обмоткодержателям, а верхние ряды — к нижним.
Наложение временных бандажей.
Перед бандажировкой якорь в течение 3—5 ч (в зависимости от диаметра) нагревается в печи с температурой 110—130°. Накладывается бандаж на горячий якорь, имеющий температуру не менее 80°.
Для бандажировки якорь устанавливают в центра бандажировочного станка. Станки для бандажирования якорей изготовляют специально или переделывают из старых токарных.
Процесс бандажировки начинается с укладки бандажей на лобовую часть, затем, не обрывая проволоки, накладывают бандажи на пазовую часть якоря и далее на вторую лобовую часть.
При бандажировке лобовых частей под проволоку прокладывается электрокартон толщиной 1,0 мм. При намотке бандажа на пазовую часть катушки в каждый паз предварительно закладывают деревянные планки одной толщины, ширина которых равна ширине катушки, а длина — прямолинейной части катушки якоря.
На концах деревянных планок накладывают по 10 -- 15 витков рядом друг с другом, а по остальной длине планок проволока наматывается с промежутками между витками 5--7 мм. Число витков бандажной проволоки на лобовых частях должно быть не менее числа витков постоянного бандажа.
Для временных бандажей применяют стальную нелуженую проволоку того же диаметра, что и у проволоки для постоянных бандажей.
Витки бандажа скрепляются жестяными скобочками и на лобовых частях запаиваются припоем марки ПОС-30.
После пайки ослабляется натяжение и лишнюю проволоку откусывают кусачками.
В случае крепления пазовых частей катушек клиньями последние забивают в пазы после осадки обмоток временным бандажом.
Охладив якорь до температуры цеха, снимают временный бандаж, а в пазы забивают клинья ударами молотка через подбойку.
Клин в пазу к поверхности катушек должен прилегать плотно, поэтому забивка его в паз должна производиться с некоторым усилием.
В случае необходимости для получения плотной посадки под клин прокладывают дополнительные прокладки.
Наложение постоянных бандажей из стальной проволоки.
Постоянный бандаж накладывается на якорь перед пропиткой после операции пайки выводных концов обмоток с петушками коллектора.
Процесс наложения его такой же, что и при временной бандажировке, но при этом под бандажную проволоку укладывается изоляция, предусмотренная чертежом.
Крепится бандаж с помощью жестяных скобочек, а затем проволока бандажа пропаивается по всей ширине.
Сплошная пропайка бандажа необходима для того, чтобы в случае обрыва одного витка не размотался весь бандаж.
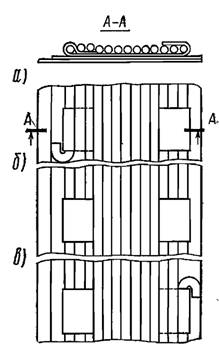
Рис. 11-3. Заделка концов бандажа
Концы бандажа заделываются, как показано на рис. 11-3. Начальный виток огибается скобочкой, конец которой прижимается последующими витками проволоки (рис. 11-3, а).
Конец бандажной проволоки (рис. 11-3, в) вставляется в заранее приготовленное отверстие после пропайки бандажей и после того, как переходные витки между отдельными бандажами перерезаны.
У остальных скобочек бандажа концы загибаются симметрично, как показано на рис. 11-3, б.
Наложение постоянных бандажей из стеклоленты на лобовые части.
Для наложения такого бандажа якорь (см. рис. 11-1) устанавливают в центра бандажировочного станка; с задней лобовой части обмотки снимают временный проволочный бандаж и приступают к укладке стеклобандажа.
Намотав 1,5—2 витка на середине задней лобовой части и закрепив конец стеклоленты первым витком, устанавливают натяжение ленты в пределах 830—980 н (95—100 кГ).
Величина натяжения определяется по динамометру. Под натянутую ленту подкладывают конец полосы из стеклоткани (чехол) и, включив станок, обертывают полосой лобовую часть обмотки якоря.
Бандаж накладывают в следующей последовательности. От середины лобовой части, после того как одним витком ленты закрепили полосу из стеклоткани и создали заданное чертежом натяжение, ленту в полуперекрытие накладывают в стороны головок обмотки якоря.
На границе наложения бандажа из стеклоленты наматывается бортик, ленту при этом укладывают виток на виток. Количество' витков определяется чертежом. На бортик завертывают выступающий край чехла, который закрепляют одним витком стеклоленты. Таким образом, создается барьер, предохраняющий от сползания витки бандажа, которые будут намотаны позже.
При толщине стеклобандажа более 1,6 мм, чтобы в процессе намотки слои бандажа не сдвинулись, применяют боковые упоры в виде алюминиевых хомутов, устанавливаемых по краям бандажа. После запекания бандажа хомуты снимают.

Рис. 11-4, а. Полуавтомат для бандажировки якорей стеклолентой: а — кинематическая схема; б — каретка с натяжным устройством
Между бортиком из стеклоленты или алюминиевым хомутом с одной стороны и пакетом сердечника с другой наматывают полное количество витков бандажа, указанное в чертеже. Стеклолента распределяется равномерно по всей ширине бандажа и укладывается в полуперекрытие.
Рис. 11-4,6. Продолжение
Для закрепления конца бандажа берут кусок тонкой проволоки и перегибают ее пополам так, чтобы в месте перегиба образовалась петля. Петлю накладывают на бандаж вдоль оси якоря, при этом перегиб должен оказаться в середине бандажа. Отступя от места перегиба проволоки на ширину бандажной ленты плюс 5—10 мм, накладывают три витка стеклоленты друг на друга при сниженном натяжении до 490 и (50 кГ).
Ослабив до нуля натяжение, бандажную ленту отрезают от бухты, конец ее продевают в проволочную петлю и с помощью перегнутой проволоки протаскивают под последними тремя витками. Конец бандажной ленты отрезают заподлицо с витками.
Ленточный бандаж на лобовую часть обмотки якоря со стороны коллектора накладывается по всей ширине в полуперекрытие. Чехла для крепления крайних витков здесь не требуется, так как упором служат петушки пластин коллектора. После наложения бандажа производится его запечка при температуре 145—150° в течение 12 ч.
Наложение стеклянного бандажа может производиться на тех же станках, что и для проволочного бандажа, при условии переделки механизмов натяжения и раскладки ленты вдоль оси якоря.
Однако более высокое качество и производительность получают при бандажировке на специальных станках.
На рис. 11-4 показан полуавтомат для бандажировки роторов (якорей) стеклолентой [6].
Полуавтомат состоит из четырех узлов: станины А, передней бабки В, каретки с натяжным устройством С и задней бабки D. Кинематическая схема его состоит из трех цепей: вращения шпинделя станка, продольного перемещения каретки, натяжения бандажной ленты.
Шпиндель 18, а вместе с ним и якорь 19, установленный в центрах, получают вращение от электродвигателя 10 через клиноременную передачу 11 и коробку скоростей.
Для изменения скорости вращения в коробке скоростей имеется муфта-шестерня 16, сидящая на валу на скользящей шпонке. Она может поочередно соединяться с шестернями 14 и 17, свободно насаженными на вал и имеющими разное число зубцов, или находиться в нейтральном положении (всего три скорости).
От коробки скоростей через блоки шестерен 13 и 12 получают вращение ходовой 2 и силовой 1 валики.
Ходовый валик 2 обеспечивает продольную механическую подачу каретки через цилиндрические 6 и конические 5 шестерни, цилиндрические пары шестерен (включаемые магнитными муфтами 3 ж 30 в зависимости от направления передвижения каретки) и реечную передачу 29.
Каретка может перемещаться вручную от штурвала 4 или ускоренно от двигателя 31, так как в цепи валика имеется обгонная муфта.
Натяжение и сматывание бандажной ленты с бобины 9 осуществляется через тормозные барабаны 20, связанные между собой через шестерни 22, которые получают вращение от силового валика 1 через блок шестерен 7, фрикционные диски 27, 28 и обгонную муфту 26. Прижимной ролик 21 приводится во вращение от шестерен 24. Для включения цепи служит магнитная муфта 25.
При заправке лента натягивается от вращения маховичка 23 и обгонной муфты 26.
В момент остановки станка бабина с лентой тормозится электромагнитной муфтой 8, а натяжение ленты сохраняется при помощи обгонной муфты 15, которая предотвращает поворачивание шпинделя 18 в обратном направлении.
Наложение ленточных бандажей на миканитовые конуса коллекторов.
Для предохранения миканитовых конусов от расслаивания в процессе вращения якоря их поверхности покрывают бандажом из стеклоленты в якорях со стеклобандажами и киперной лентой у якорей с бандажами из стальной проволоки. Накладывают бандаж на миканитовые конуса в операции бандажировки якорей после наложения постоянного бандажа.
На выступающую часть миканитового конуса накладывают несколько слоев ленты, которые раскладывают так, чтобы у бандажа получилась ровная поверхность. Конец бандажа из стеклоленты закрепляют с помощью паяльника так же, как и при изолировке обмоткодержателей.
При бандажировке миканитовых конусов киперной лентой каждый слой ленты промазывают эмалью ПКЭ-22. Конец ленты приклеивают к поверхности бандажа той же эмалью. Поверхность бандажа закрашивается слоем эмали.
Перед наложением бандажа зазор между медью коллектора и миканитовым конусом закрывают жгутом из ленты для предохранения от попадания в щель пыли и влаги. При бандажировке жгут плотно прижимается лентой к торцу коллектора.