Намотка полюсных катушек.
Полюсные катушки (см. рис. 9-1, а), изготовляемые из круглых или прямоугольных изолированных проводов, разнообразны по конструкции и отличаются друг от друга размерами и весом, числом витков и диаметром наматываемого провода.
На заводе «Динамо» им. Кирова, например для тяговых и крановых электродвигателей постоянного тока, катушки главных полюсов с параллельной обмоткой изготовляют весом от 1 до 100 кг и наматывают их круглыми изолированными проводами диаметром от от 0,3 до 1,5 мм, число их витков колеблется от 700 до 5000.
В зависимости от размеров поперечного сечения провода, определяющих его жесткость, для намотки катушек применяют станки различной мощности и габаритов.
На рис. 9-3 показан намоточный станок модели ТТ-20 для намотки на шаблоны полюсных катушек из провода диаметром от 0,5 до 6 мм Ш. Станок имеет механизм раскладки. Кинематическая цепь станка состоит из цепи вращения шпинделя с шаблоном и цепи механизма раскладки.
Цепь шпинделя: от электродвигателя 2 вращение через клиноременную передачу и коробку скоростей паредается шпинделю. Для изменения скорости вращения шпинделя служат зубчатые блоки z$ и сидящие на валу на скользящей шпонке. Блоки включают поворотом рукояток Б и В.
На валу IV, являющимся шпинделем станка, установлена муфта сцепления 4, включаемая рукояткой А. При ее отключении шпиндель может проворачиваться вручную. Необходимое количество оборотов шпинделя при намотке катушек определяют по счетчику 9.
Привод цепей станка осуществляется через пластинчатую муфту 10, состоящую из двух половин. Одна из них при нажиме педали Д пуска двигателя передает вращение от него коробке скоростей, а вторая обеспечивает торможение при возвращении педали в исходное положение.
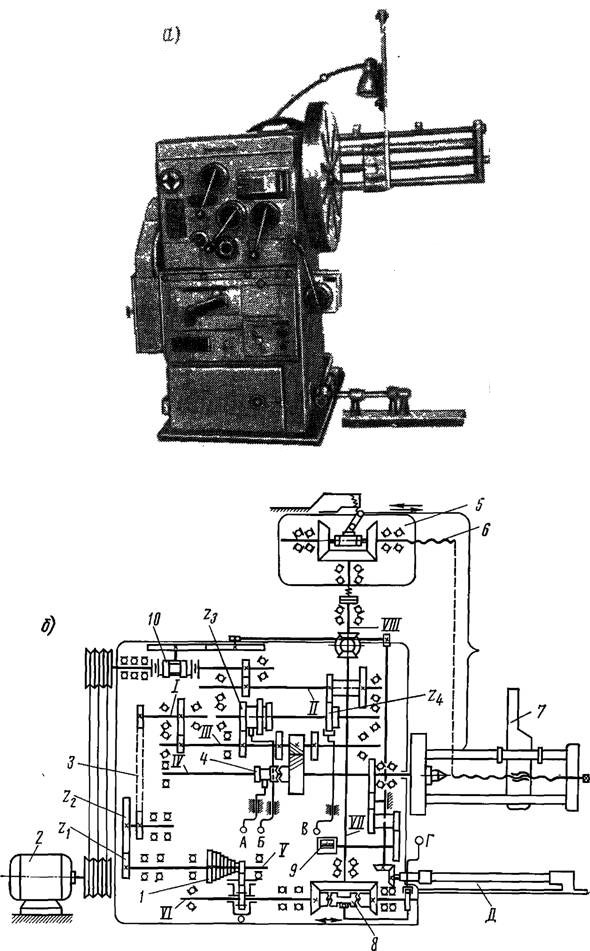
Рис. 9-3. Намоточный станок модели ТТ-20:
а — общий вид; б — кинематическая схема
Цепь механизма раскладки: каретка раскладчика получает продольное перемещение от ходового винта 6, к которому вращение от электродвигателя 2 передается до распределительного вала III по той же цепи, что и для шпинделя. От вала III движение передается через цилиндрическую пару колес на вал 7, затем посредством ременной передачи 3 и сменных колес z2 и Zi на вал V и далее через коробку передач 1 и зубчатые передачи на валы VI, VII, VIII и, наконец, ходовому винту 6, с которым находится в зацеплении гайка каретки 7.
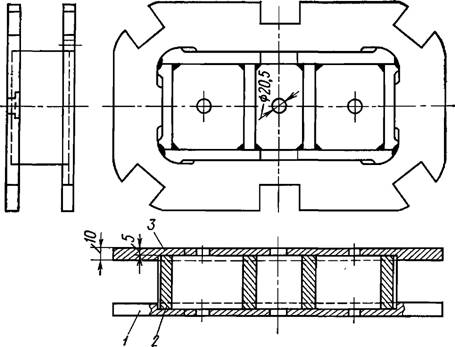
Рис. 9-4. Шаблон для намотки катушек с параллельной обмоткой
Движение каретки должно быть согласовано с вращением шпинделя. За его один оборот раскладчик должен переместиться на величину, равную диаметру наматываемого провода.
Подача раскладчика настраивается переключением коробки подач и подбором сменных шестерен. Реверсирование его происходит в конце хода каретки автоматически с помощью механизма переключения 5 или вручную поворотом рукоятки Г, переключающей муфту 8.
На рис. 9-4 показана конструкция шаблона для намотки катушки полюса с кремнийорганической изоляцией. Состоит он из сердечника 2 и двух щек 1 и 3, за одну из которых он закрепляется на планшайбе шпинделя станка. Через центральное отверстие детали шаблона скрепляются болтом между собой при намотке катушек на станке.
В щеках шаблона имеется шесть прямоугольных пазов для лучшего проникновения лака при пропитке, так как шунтовые катушки пропитываются вместе с шаблоном.
При намотке ступенчатых катушек для образования ступеней между щекой шаблона и рядами витков ставятся закладные кольца.
Толщина их равна разности между высотой катушки (без учета изоляции) и высотой ступени.
Выгибка катушек.
Для лучшего прилегания к круглому остову электрических машин постоянного тока небольших габаритов катушкам главных полюсов часто придают радиусную форму, соответствующую радиусу станины двигателя. Для этого их подвергают гибке в специальном приспособлении на пневматическом прессе.
Изолировка и пропитка катушек .
После намотки катушка имеет ступенчатую форму. Для придания ей формы, предусмотренной чертежом, с помощью прокладок из асбеста или миканита и изоляционной замазки формуется радиус со стороны, которой катушка будет прилегать к станине. Под выводы прокладывают изоляционные прокладки, а неровности вокруг выводов заполняют замазкой. Так катушку подготовляют к изолировке (наложению наружной изоляции), однако прежде следует ее пропитать, т. е. заполнить лаком или компаундом поры изоляции проводов и промежутки между ними.
Если катушки пропитывают, сняв с шаблона, то на них перед пропиткой накладывают часть наружной изоляции, называемой стягивающим слоем, который служит для предохранения витков рядовой намотки катушки от сдвига. Все слои наружной изоляции накладывать не следует, так как они будут препятствовать проникновению пропиточной массы в катушку.
На пропитанные катушки накладывают остальные слои наружной изоляции и катушки снова пропитывают. Повтор ая пропитка предназначена для заполнения пор наружной изоляции и воздушных прослоек между ее слоями.
Если у катушки наружная изоляция состоит из большого количества слоев, то накладывают ее за несколько операций и после каждой из них катушки пропитывают. Делают это для лучшего проникновения пропиточного состава в слои изоляции.
Так, катушки класса А с наружной изоляцией из шести слоев микаленты изолируют за три операции. Перед пропиткой в битуме после каждой изолировки на изоляцию катушки накладывают слой временной изоляции из хлопчатобумажной ленты, который после пропитки и сушки с неостывших катушек снимают вместе с налипшей битумной массой, в результате этого поверхность изоляции катушки получается ровной.
В процессе пропитки катушек, снятых с шаблона, часто не удается сохранить рядовую намотку, так как витки катушки сдвигаются относительно друг друга.
Для сохранения рядовой намотки, особенно у катушек с большим числом витков из проводов небольшого диаметра, пропитывают катушки непосредственно на шаблоне (например, катушки тяговых двигателей с кремнийорганической изоляцией).
В этом случае стягивающий слой на катушку не накладывают, так как щеки шаблона предохраняют витки катушки от сдвига. Однако шаблон служит препятствием для проникновения лака в катушку, поэтому катушки на шаблоне пропитывают вакуум- нагнетательным способом.
После пропитки катушки с шаблона снимают. Последующие операции изготовления таких катушек те же, что и катушек, пропитываемых без шаблона.
После пропитки верхнего слоя наружной изоляции поверхность катушек окрашивают покровной эмалью.
Последующие операции.
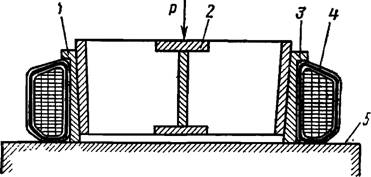
Рис. 9-5. Оправка для правки окна катушки:
1 и 3 — вкладыш; 2 — клиновидная оправка; 4 — катушка полюса; 5 — стол пресса
Заключительными операциями изготовления катушек являются: опрессовка отверстия, зачистка выводных концов, маркировка и контроль.
В процессе нагревов, связанных с операциями сушки после пропитки, катушка может несколько деформироваться и ее отверстие потеряет размеры. При посадке таких катушек на сердечник полюса можно повредить изоляцию.
Для восстановления правильной формы окна катушки, пока еще не произошла полимеризация пропиточного лака, катушку в горячем состоянии правят на пневматическом прессе (рис. 9-5) оправкой.
Зачищают наконечники выводных концов от пленки лака, образовавшейся при пропитке, вручную металлической щеткой.
Маркируют катушки белой эмалью НЦ-25. Кисточкой около каждого вывода проставляют буквы Н и К, означающие начало и конец намотки, а на боковой поверхности — номер чертежа катушки.
Контроль катушек заключается в проверке габаритных размеров, активного сопротивления, количества витков, отсутствия междувитковых замыканий.