Подготовка ротора к укладке обмотки.
Процесс подготовки ротора к укладке заключается в продувке пазов ротора сжатым воздухом в специальной камере, изолировке колец обмоткодержателя лентой, изолировке нажимных шайб и пазов сердечника.
Приемы выполнения этих подготовительных работ аналогичны приемам подготовки к укладке обмоток якорей и статоров и роторов со всыпными обмотками.
У роторов электродвигателей единой серии концы обмотки выведены через три боковых и одно центральное отверстие вала (рис. 12-8). Для того чтобы начало фазы, к которой присоединяется выводной конец обмотки, располагалось напротив отверстия вала перед укладкой обмотки, мелом размечают схему ротора (пазы начала фаз).
Укладка обмотки ротора. Сердечник ротора имеет полузакрытые пазы, в которые с торца пакета вставляют стержни с изогнутой с одного конца лобовой частью (рис. 12-9, а). Другие концы стержней изгибают непосредственно на роторе после укладки их в пазы сердечника.
Для укладки обмотки ротор устанавливают на специальные стойки.
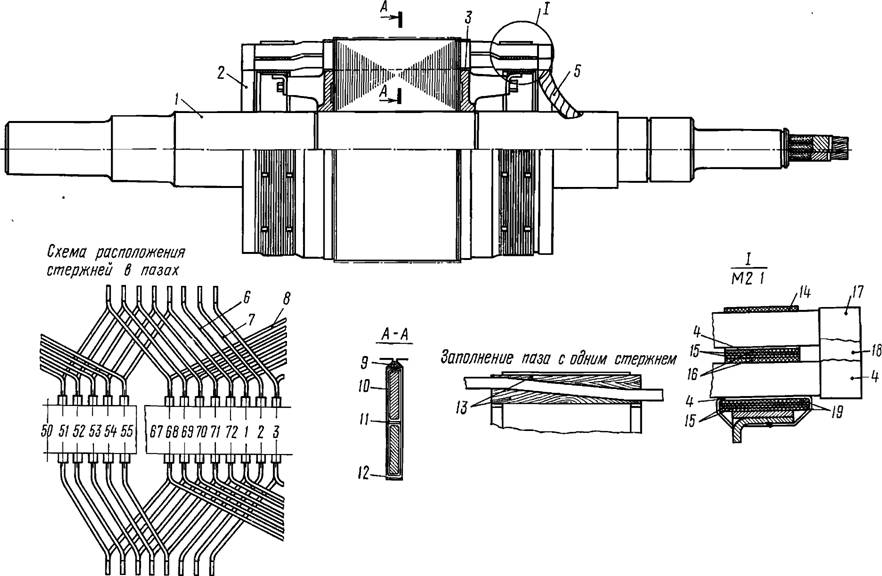
Рис. 12-8. Фазный ротор электродвигателя единой серии АК2 9-го габарита:
1 — вал; 2 — нулевая шина; 3 — электронитовая лента; 4 — стеклянная лента; 5 — выводной кабель; 6,8 — верхний и нижний стержни; 7 — переходной стержень; 9 — клин; 10, 12 — электрокартон; 11 — стеклотекстолит; 13 — клин; 14 — лента стеклянная бандажная; 15 — стеклослюдинит; 16 — электронит; 17 — хомутик; 18 — стеклоткань; 19 — электронит
Первоначально в пазы сердечника со стороны контактных колец вставляют нижний слой стержней, а в три паза согласно схеме — переходные стержни.
Прямолинейную часть стержней осторожно осаживают на дно паза, а лобовую — до прилегания к обмоткодержатели). Осадку стержней производят молотком через прокладки из изоляционного материала. Переходные стержни в пазах расклинивают клиньями.
Поверх лобовых частей стержней накладывают межслойную изоляцию из электронита и стеклослюдинита, которую затем бандажируют стеклянной лентой в один слой в полнахлеста.
С противоположной контактным кольцам стороны лобовые части «специальными ключами (рис. 12-9, б) изгибают по радиусу до плотного прилегания к обмоткодержателю, а выводные концы, на которые будут надеваться соединительные хомутики, выгибают до положения, при котором они будут параллельны пазам сердечника.

Рис. 12-9. Укладка стержневой обмотки: а — ротор в процессе обмотки; б — ключи для гибки стержней
На лобовые части стержней накладывают межрядовую изоляцию, а на пазовые части — прокладки из стеклотекстолита. В таком виде ротор подготовлен для укладки верхнего слоя стержневой обмотки.
Стержни верхнего слоя вставляют в пазы со стороны, противоположной контактным кольцам. Уложив и подравняв слой верхних стержней по нижнему ряду, в каждый паз забивают пазовые клинья, затем производят гибку лобовых частей по радиусу, а концы стержней изгибают и располагают параллельно пазам, согласно шагу обмотки.
Укладку и гибку стержней верхнего слоя производят теми же приемами, что и нижнего слоя.
Для соединения стержней согласно схеме (см. рис. 12-8) их концы с обеих сторон соединяют попарно хомутиками, согнутыми из полосовой меди. Для прочного соединения хомутики и стержни обжимают плоскогубцами.
В последующих операциях изготовления ротора производится пайка стержней, установка нулевой шины, соединение обмотки выводными кабелями, бандажировка и испытание обмотки ротора.
Концы трех стержней верхнего слоя, являющиеся концами фаз, соединяются между собой в звезду нулевой шиной, представляющей собой кольцо с тремя хомутиками, соединенными с шиной и расположенными на ней под углом 120° между собой.
К трем стержням нижнего слоя, являющимся началом фаз, посредством хомутиков присоединяются выводные кабели, которые выводятся через три наклонных и центральное отверстия для соединения с контактными кольцами.
Хомутики нулевой шины и выводных концов припаивают к стержням электропаяльником. Хомутики, расположенные рядом с выводными кабелями и нулевыми шинами, изолируют стеклолакотканью и стеклянной лентой.
Для восприятия усилий от центробежных сил, возникающих при вращении, лобовые части обмотки ротора бандажируют стальной проволокой или стеклянной лентой.
У готового ротора проверяют: а) вылет лобовых частей обмотки (шаблоном); б) электрическую прочность изоляции стержней и пазов относительно корпуса; в) обмотку ротора на витковое замыкание. Процессы пайки и испытания обмоток описаны в гл. XVII и XVIII, бандажировка ротора аналогична бандажировке якорей (см. гл. XI).