Страница 85 из 89
20-8. МЕХАНИЗАЦИЯ СЛЕСАРНЫХ, СБОРОЧНЫХ И ЭЛЕКТРОМОНТАЖНЫХ РАБОТ
а) СЛЕСАРНЫЕ РАБОТЫ
В общей сборке аппаратов слесарные работы являются наиболее трудоемкими и к тому же трудно поддаются механизации. Если при малых объемах производства трудовые затраты на опиловочные и подобные им работы могут быть незначительны, то при больших объемах производства механизация слесарных работ становится необходимостью.
Основные методы и направления механизации слесарных работ в электроаппаратостроении следующие:
1. Обработка поверхностей после литья и швов после сварки:
а) малых деталей — виброобработка с наполнителями, ультразвуковая отделка, обдирка на шлифовально-ленточных и шлифовально-обдирочных станках;
б) больших деталей — дробеструйная обработка, применение переносных пневматических и электрических зубил, шарошек, абразивных головок.
2. Обработка отверстий:
а) малых деталей и сборочных единиц — с применением настольных станков;
б) больших деталей и сборочных единиц — с использованием переносных электрических и пневматических сверлильных машин.
3. Притирку поршневых колец и клапанов пневматических механизмов аппаратов (например, высокого напряжения, электротяговых) следует производить на притирочных станках-автоматах.
4. При крупносерийной и массовой поточной сборке полная обработка детален, в том числе и слесарные операции, производится в заготовительных и обрабатывающих цехах и участках.
б) СБОРОЧНЫЕ РАБОТЫ
Сборочные операции необходимо механизировать независимо от того, где они производятся: у верстака при стационарной сборке или у конвейера при подвижной (поточной) сборке.
1. Неразборные соединения спаянные, сварные, склепанные, развальцованные следует производить соответственно на сборочных машинах, электромеханических, пневматических и гидравлических (работающих от гидроаккумуляторов) клепальных станках, а также на рычажных, пневматических и других прессах и сверлильных станках.
2. При разборных (винтовых) соединениях следует механизировать оперирование с крепежными деталями:
применять механизмы для отделения сцепленных пружинных шайб, инструменты, оконцованные магнитами для удерживания стальных крепежных деталей; предусматривать конструктивные мероприятия по удерживанию винтов в отверстиях собираемых деталей; применять устройства для ориентации крепежных деталей и комплектования винтов с шайбами, представляющие собой часто вибробункеры с кассетами, и др.
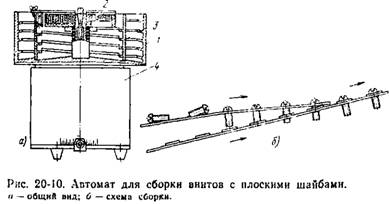
На рис. 20-10,а изображен автомат для сборки винтов от М2 до М5 с плоскими шайбами и загрузки их в кассеты. Автомат имеет вибрационный привод 4. Бункер состоит из раздельных чаш 1 для винтов и 3 для шайб. Сборка винта с шайбой осуществляется в процессе движения деталей по лотку (схема рис. 20-10,6). Собранный комплект детален автоматически загружается в специальную кассету 2, укрепленную на бункере автомата. Кассета служит тарой для хранения и транспортировки собранных комплектов деталей. Кроме того, ее можно
установить на вибропривод полуавтомата для сборки резьбовых соединений.
3. Разборные соединения с натягом (посадки прессовая, напряженная, тугая и др.) следует выполнять на механизированных пневматических, гидравлических, электромеханических (в том числе вибрационных), а при небольших усилиях — на рычажных и педальных прессах вместо применения молотка.
4. Следует широко применять сборочные приспособления, обеспечивающие правильное взаимное расположение деталей, удобное для их соединения. Кроме того, необходимо применять контрольные приспособления.
5. При тяжелых аппаратах следует применять поворотные столы и кантователи, обеспечивающие возможность удобного для сборки расположения аппарата.
в) ЭЛЕКТРОМОНТАЖНЫЕ РАБОТЫ
Повышение производительности электромонтажных работ следует обеспечивать проведением мероприятий по выделению изготовления, оконцевания и комплектования шин, кабелей и проводов на заготовительные участки, где необходимо механизировать и автоматизировать эти работы.
Механизацию и автоматизацию электромонтажных работ осуществляют так;
- Если не удается выделить на заготовительные участки указанные выше работы, то их следует механизировать и автоматизировать в процессе выполнения монтажа, применяя те же мероприятия.
2. Винтовые соединения, как и при сборочных работах, необходимо выполнять пневматическими и электрическими ручными машинами (инструментами).
3. Маркировку проводников следует механизировать и автоматизировать.
4. Проведение перечисленных выше мероприятий не исключает значительного объема ручного труда при монтажных работах. Радикальным выходом из положения при небольших сечениях проводников является переход на печатные схемы, при этом резко сокращаются ручные монтажные работы.