20-7. КОНВЕЙЕРЫ ДЛЯ СБОРКИ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ
а) ПРИМЕНЕНИЕ ПОТОЧНО-КОНВЕЙЕРНЫХ ЛИНИЙ ДЛЯ СБОРКИ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ
Значительные трудовые затраты приходятся на сборку и регулировку электрических аппаратов. Поэтому использование поточно-конвейерных линий при производстве электроаппаратов позволяет значительно повысить производительность труда сборщиков, поднять культуру производства, улучшить условия труда.
Рост производительности труда объясняется следующими факторами:
1) равномерной подачей деталей и сборочных единиц к рабочему месту сборщика, своевременной уборкой готовых изделий;
2) освобождением сборщиков от затрат времени на межоперационную транспортировку деталей и сборочных единиц;
3) созданием специализированных рабочих мест, позволяющих повысить производительность труда в результате того, что у рабочего вырабатываются определенные навыки при выполнении операций;
4) оснащением специализированных рабочих мест высокопроизводительным механизированным сборочным инструментом.
Создание специализированных рабочих мест позволяет механизировать сборочные работы, широко использовать пневмоинструмент, электроотвертки и реверсивные ручные отвертки.
При поточной сборке значительно сокращается количество деталей и сборочных единиц на стадии незавершенного производства.
6) ТИПЫ КОНВЕЙЕРОВ
На поточных линиях собираются различные электрические аппараты от пакетного переключателя массой 0,1 кг до масляного выключателя массой 300 кг. Разнообразие собираемых изделий привело к тому, что на поточных линиях сборки электрических аппаратов применяются конвейеры самых различных типов.
Ленточные конвейеры (рис. 20-8,а) просты по устройству, надежны в эксплуатации и безопасны в работе.
Так как лента не позволяет выполнять на ней многие сборочные операции, ленточные конвейеры на линиях сборки чаще всего используются как распределительные.
Лотковые конвейеры (рис. 20-8,5) используют на линиях сборки легких электрических аппаратов и их сборочных единиц. Трасса лоткового конвейера довольно сложной конфигурации, замкнута в горизонтальной плоскости. Такая конфигурация трассы позволяет хорошо использовать производственную площадь и осуществлять при необходимости подачу деталей и съем готовых изделий в одном месте.
Тележечные горизонтально-замкнутые конвейеры (рис. 20-8,в) применяют на поточных линиях сборки тяжелой и крупногабаритной аппаратуры.
Конвейеры такого типа обычно пульсирующие с регулируемым ритмом. Нагрузка на тележку может достигать нескольких тысяч ньютонов.
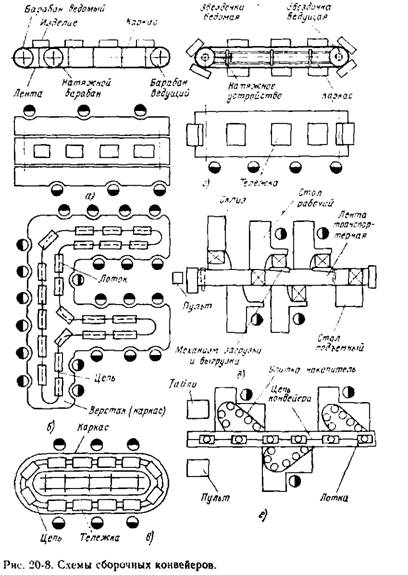
Тележечные вертикально-замкнутые конвейеры
(рис. 20-8,г) в основном выполняют функции рабочих конвейеров. Конструкция тележек и направляющих конвейера позволяет надежно фиксировать тележку в процессе выполнения сборочных и регулировочных операций.
Конвейер со свободным адресованием спутников (рис. 20-8,г) и тары предназначен для транспортирования собираемых изделий между рабочими местами в специальной таре. Адрес набирается исполнителем операции на каждом рабочем месте, число которых составляет от 12 до 36.
При движении тележек сброс спутников и тары происходит автоматически; установку тары на тележку осуществляет оператор. При обратном перемещении тележки сохраняют горизонтальное положение.
Конвейер с автоматическим адресованием грузов на рабочие места (рис. 20-8,). Конструкция — ленточный конвейер. По обе стороны расположены рабочие столы в шахматном порядке. Основные механизмы конвейера следующие: приводная станция, натяжная станция, стол подъемный рычажной для подъема лотка с нижней стороны ленты на верхнюю, механизмы нагрузки и выгрузки (перемещают лоток с грузом на рабочее место и обратно), рабочие столы, транспортерная лента, пульт рабочего (на каждом рабочем месте для отправки груза по адресу).
Конвейер с автоматическим адресованием изделий ПТ-124М (рис. 20-8,с) — вертикально-замкнутый тележечный пульсирующий, предназначен для сборки малогабаритных аппаратов.
Программное устройство обеспечивает заданный ритм работы и автоматически адресует изделия в таре на рабочие места. Масса изделия, транспортируемого в таре, не должна превышать 1 кг.
Особенность конвейера заключается в том, что на каждом рабочем месте в «улитке» постоянно находится несколько спутников с изделиями.
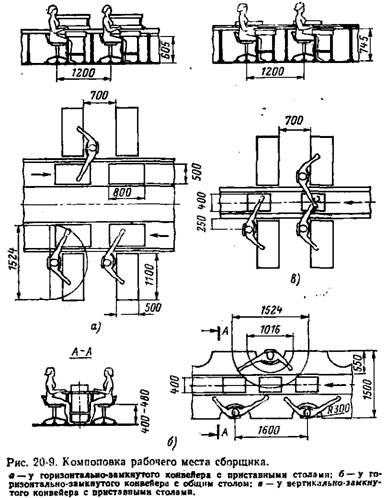
в) НАУЧНАЯ ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СБОРЩИКА НА КОНВЕЙЕРЕ
Внедрение поточно-конвейерных линий сборки повышает культуру производства и улучшает условия труда. Правильная организация рабочей зоны, учитывающая психофизиологические особенности и анатомическое строение человека, способствует повышению производительности труда и сохраняет здоровье рабочего.
Одним из основных факторов, от которых зависит рациональность движений рабочего и правильное размещение оборудования в рабочей зоне, является конструкция конвейера (рис. 20-9).
Следует стремиться к тому, чтобы все сборщики работали сидя и усилие, необходимое для выполнения операции, не превышало 100 Н; операции, требующие больших усилий, должны быть механизированы; рабочее мес. то должно быть спланировано так, чтобы в движениях участвовали пальцы, запястье, предплечье и плечо работающего движения корпуса нежелательны.
Так как длительное сохранение определенной позы утомительно, компоновка оборудования и его конструкция должны допускать возможность изменения рабочей позы; если при сборке мелких аппаратов это выполнить не удается, то при сборке крупной пли средней аппаратуры конструкция конвейера должна позволять рабочему производить сборку сидя и стоя.
Ритм пульсирующих конвейеров обычно не бывает меньше 3 — 4 мин. Это связано с тем, что сокращение интервала повторения одних и тех же движений делает труд крайне однообразным и в конечном счете снижает производительность труда. Грузонесущий орган перемещается с позиции на позицию в течение 10 — 15 с; это дает возможность рабочим отдохнуть между операциями.