14-6. ЗАДАЧИ И НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
Главные задачи совершенствования технологии производства деталей из пластмасс решаются по следующим направлениям.
1. Пресс-материалы. Расширение применения пресс-материалов: 1) обладающих повышенной нагревостойкостью (стеклопласты, силикопласты и др.); 2) дающих возможность использовать высокопроизводительный процесс литья под давлением на термопластавтоматах (термопластов, в том числе полиамидов повышенной нагревостойкости); 3) новых дугостойких, влагостойких, нагревостойких, механически прочных пресс-материалов (МФК-20, К-78,51, К-77-51) взамен асбестовых для деталей дугогасительных камер.
2. Технологические процессы. Необходимо вести работы по совершенствованию и интенсификации технологических процессов.
В частности следует осуществлять [14-3]:
1) широкое применение таблетирования термореактивных пресс-материалов перед прессованием деталей;
2) широкое применение нагрева таблеток и термо-реактпвных пресс-материалов токами высокой частоты непосредственно перед прессованием деталей (при этом выдержка под давлением в пресс-форме сокращается в 2,5 — 3 раза);
3) расширение применения литья под давлением на литьевых машинах взамен простого (компрессионного) прессования на прессах с целью значительного повышения производительности;
4) полное рациональное использование усилия прессов, в том числе за счет применения многогнездных и этажных пресс-форм.
3. Пресс-формы. Следует совершенствовать пресс-формы с целью повышения их производительности и снижения себестоимости деталей; в частности, целесообразны:
1) применение многогнездных, а также двух- и трехэтажных пресс-форм;
2) разработка и внедрение безоблойных и тонко-облойных пресс-форм для простого прессования;
3) разработка и внедрение пресс-форм для литья под давлением (на литьевых машинах) с точечным отрывным литником, клапанными впусками и обогреваемыми литниковыми втулками и каналами для автоматического безлитникового литья деталей под давлением; это исключает доделочную механическую обработку;
4) разработка и внедрение пресс-форм с устройствами для механического или автоматического вывинчивания резьбовых знаков;
5) внедрение индукционного нагрева пресс-форм.
4. Механизация и автоматизация технологических процессов переработки пластмасс является основным направлением. В процессе механизации и автоматизации решается также вопрос поточного производства.
Среди всех прессованных деталей особую группу составляют детали с резьбой. Производство таких деталей наиболее трудоемко. Для свинчивания деталей с резьбовых знаков применяют пресс-формы с вращающимися знаками и пресс-формы с поворотной кассетой.
Все эти элементы механизации и автоматизации, как правило, встраиваются в прессы и автоматические линии.
Автоматизация прессования развивается по следующим основным путям:
1) комплексная механизация операций изготовления изделий прессованием, включая загрузку, таблетирование, подогрев, съем изделий, управление прессом и даже обработку изделий, с использованием существующих прессов или созданием специализированных прессов-автоматов;
2) применение высокопроизводительных роторных прессов-автоматов;
3) создание автоматических многопозиционных высокопроизводительных роторных линий для изготовления массовых несложных изделий;
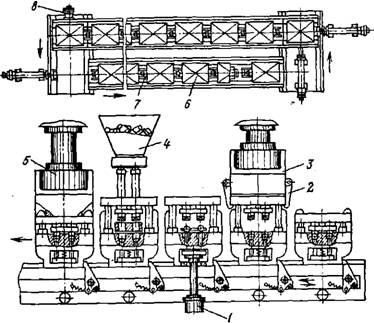
4) создание автоматических линий непрерывного прессования (рис. 14-10).

14-7. ТЕХНИКА БЕЗОПАСНОСТИ И ПРОМЫШЛЕННАЯ САНИТАРИЯ
В организации техники безопасности на заводах и цехах по переработке пластмасс решающее значение имеют следующие мероприятия: борьба с воздействием вредных веществ, предупреждение ожогов, электробезопасность, предупреждение производственного травматизма, предупреждение взрывов и пожаров.
Исключение непосредственного контакта работающих с вредными веществами и чистота воздуха рабочих помещений достигаются следующими мероприятиями:
1) герметизацией аппаратов и коммутаций;
2) местной и общей приточно-вытяжной вентиляцией;
3) механизацией и автоматизацией производственных операций, процессов;
4)заменой вредных веществ менее вредными;
5) обеспечение рабочих индивидуальными средствами защиты. Неосторожное обращение работающих с расплавами смол, горячими пресс-формами и оборудованием может привести к ожогам.
Особенно надо оберегать глаза. Попадание в них паров, пылинок может привести к сильным ожогам и потере зрения. В цехе должен быть фонтанчик для промывки глаз, а работать с горячими смолами надо в защитных очках и рукавицах.