13-3. ТЕХНОЛОГИЯ ШИХТОВАННЫХ МАГНИТОПРОВОДОВ
а) МАТЕРИАЛЫ, ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ И ОСНОВНЫЕ ЗАДАЧИ СОВЕРШЕНСТВОВАНИЯ ТЕХНОЛОГИИ
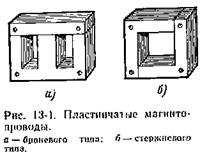
Материалы. В электрических аппаратах переменного и постоянного тока для уменьшения потерь от вихревых токов магнитопроводы часто выполняются в виде пакетов, собранных из штампованных пластин (рис. 13-1). При этом применяются тонколистовые электротехнические кремнистые горячекатаные и холоднокатаные стали в листах и рулонах [3, 12, 13-1, 13-4].
Последовательность операций. Для шихтованных магнитопроводов можно составить типовую последовательность операций технологического процесса.
Основными задачами совершенствования технологии шихтованных магнитопроводов являются следующие:
1) расширение применения холоднокатаной электротехнической кремнистой стали, что дает ряд преимуществ;
2) применение рулонной электротехнической кремнистой стали, что дает повышение производительности труда и экономию материала;
3) расширение применения безотходной и малоотходной штамповки с целью экономии материала;
4) повышение качества резки и штамповки, особенно в части ликвидации заусенцев, что дает увеличение
коэффициента заполнения пакета и снижает потери от вихревых токов;
5) увеличение срока службы штампов главным образом путем применения режущих частей из твердых сплавов (металлокерамики) и улучшения эксплуатации штампов;
6) расширение применения склеенных и металлокерамических магнитопроводов, что упрощает их конструкцию и технологию производства, а следовательно, снижает себестоимость.
в) ОСОБЕННОСТИ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ПЛАСТИН
При изготовлении шихтованных магнитопроводов одним из основных процессов является холодная листовая штамповка, которая рассмотрена в гл. 6.
Большинство конструкций магнитопроводов аппаратов переменного тока имеют сложную конфигурацию и выполняются в виде Ш-, К-, П-, Т- и Г-образных и других форм. Высокая стоимость электротехнической стали приводит также к необходимости уделять большое внимание вопросу наивыгоднейшего расположения вырубаемых деталей на полосе при холодной штамповке.
При штамповке пластин необходимо предусматривать расположение длинных элементов пластин вдоль направления проката с целью лучшего использования магнитных свойств электротехнических сталей.
При тонком материале, каким является электротехническая сталь, и значительном объеме производства следует применять следующее высокопроизводительное оборудование: многодисковые (роликовые) ножницы и. пневматические пресс-ножницы [7].
Процесс штамповки пластин магнитопроводов производится на эксцентриковых кривошипных прессах. Целесообразно также применять прессы-автоматы, дающие высокую производительность, особенно при использовании рулонной стали. Оборудование для штамповки необходимо оснащать устройствами для автоматической подачи материала и устройствами для автоматического удаления и собирания отштампованных пластин в пакеты или кассеты (см. гл. 6).
При разрезке и штамповке электротехнической стали в местах среза происходит изменение структуры металла. Образуется так называемый «наклеп» с остаточным напряжением. Полоску наклепа шириной 0,5 — 2 мм (в зависимости от зазора между матрицей и пуансоном или ножами ножниц) можно видеть по контуру штамповки и в местах разрезки стали. В местах наклепа увеличиваются магнитные потери и коэрцитивная сила, а также уменьшается магнитная проницаемость.
Для улучшения свойств металла остаточные напряжения снимаются отжигом. Применяется несколько видов отжига пластин [З].
В отдельных случаях в электроаппаратостроении при частоте 50 Гц и невысокой индукции можно не применять дополнительной изолировки пластин. Естественная пленка окиси электротехнической стали является достаточной для изоляции при условии применения оптимального давления прессования в процессе сборки магнитопровода.
В тех случаях, когда не удается ограничиться естественной пленкой окиси, применяются технологические процессы образования или нанесения изоляционного слоя на поверхность штампованных пластин.
Существует несколько способов нанесения или образования изоляционного слоя на пластинах, которые применяются в зависимости от конструктивных требований и производственных возможностей.
Прогрессивным является образование термостойкого изоляционного слоя на металлургическом заводе в процессе производства стали.
Если нельзя ограничиться естественной пленкой окиси и не образован изоляционный слой на металлургическом заводе, то на заводе, изготовляющем пластины, применяется один из следующих способов образования или нанесения изоляционного слоя: отжиг с оксидацией поверхности, покрытие лаком, фосфатирование, а также ультразвуковая пропитка лаком собранных магнитопроводов ГЗ, 121.
в) ПРОЦЕССЫ СБОРКИ И ОБРАБОТКИ ШИХТОВАННЫХ МАГНИТОПРОВОДОВ
Электротехническая кремнистая сталь имеет допускаемые отклонения по толщине листа или рулона от -f-0,02 до 0,10 мм. В сравнении с толщиной материала (0,1 — 1,0 мм) это составляет значительный процент. Поэтому при комплектовании пластин в пакеты по размеру или по счету могут получиться значительные отклонения как в расчетных сечениях магнитопровода, так и в геометрических размерах его, Кроме того, при значительном числе пластин отсчет" является трудоемкой операцией, к тому же трудно контролируемой. Вследствие этого пластины шихтованных магнитопроводов перед сборкой целесообразно комплектовать в пакеты по массе. При наборе в пакеты пластины необходимо складывать так, чтобы направления среза при штамповке располагались в одну сторону. Это важно для повышения производительности сборки и последующей обработки, а также для обеспечения хорошего внешнего вида магнитопровода.
При симметричной форме пластин для быстрого определения направления среза в контуре пластины иногда предусматриваются небольшие углубления полукруглой формы — знаки шихтовки, которые при сборке должны совпадать (рис. 13-2).

Г) СБОРКА И СКРЕПЛЕНИЕ ПАКЕТОВ
1. Магнитопроводы, скрепляемые развальцовываемыми шпильками и трубками, а также заклепками. При небольших размерах магнитопроводов, которые имеют наибольшее распространение в электроаппаратостроении, пакеты пластин целесообразно скреплять трубками или шпильками с развальцовкой концов (рис. 13-2).
Сборка начинается с укладки пластин в приспособление, которое обеспечивает точное взаимное положение пластин. Затем в отверстия пластин вставляются трубки, шпильки или заклепки.
Прессование пакетов. Для того чтобы получить прочный магнитопровод с высоким коэффициентом заполнения сечения стали, собранный пакет необходимо спрессовать с определенным усилием. Чтобы пакет пластин при прессовке не деформировался, т. е. чтобы пластины не сдвигались, прессовку необходимо производить в штампах, фиксирующих пластины по внешнему контуру.

На рис. 13-3 изображена одна из конструкций штампа для скрепления Е-образного магнитопровода шпильками или заклепками (конструкция медногорского завода «Уралэлектромотор», изготовляющего электромагнитные контакторы).
Пакет / укладывается между губками 2 и 3, которые в соответствии с требованиями техники безопасности в это время расположены вправо от центра штампа вне зоны действия пуансона. Кроме того, это дает возможность уменьшить высоту штампа. Поворотом рычага 4 пакет зажимается эксцентриком 5 в губках. При подаче воздуха через штуцер 6 в пневматический цилиндр 7 губки и вместе с пакетом втягиваются в рабочую зону штампа. После этого включается пресс. Верхний Е-образный пуансон 8 начинает давление на скрепляемый пакет, а снизу через подкладку 9 на пакет воздействует резиновый буфер, расположенный под плитой (на рисунке на показан), при этом пластины пакета сжимаются и концы шпилек или заклепок выступают из пакета. При дальнейшем опускании ползуна пресса пуансон, преодолевая сопротивление резинового буфера, производит развальцовку концов трубчатых заклепок или расклепывание головок заклепок посредством пуансонов-кернов 10 и, кроме того, спрессовывает пакет.
После подъема ползуна пресса вверх в левую часть цилиндра 7 штампа подается воздух. При этом губки 2 и 3 вместе со спрессованным магнитопроводом выдвигаются из рабочей зоны штампа и| магнитопровод вынимается из штампа.
Прессование может производиться на фрикционном гидравлическом, пневматическом или эксцентриковое прессе. Работа на эксцентриковом прессе более производительна, чем на других прессах. Однако она требует повышенной точности размеров шпилек и толщины пакета.
2. Магнитопроводы, скрепляемые болтами или шпильками посредством гаек. Магнитопроводы больших размеров, а также часто магнитопроводы, не имеющие подвижных частей, скрепляются болтами или шпильками посредством гаек. Магнитопроводы, не имеющие подвижных частей, обычно шихтуются «вперекрышку». Это обеспечивает уменьшение магнитного сопротивления стыков. Шихтовка «вперекрышку» является трудоемкой операцией, и поэтому ее целесообразно выполнять на автоматах [3, 12].
Собранный пакет пластин целесообразно сжимать на пневматическом или гидравлическом прессе в специальном штампе, после чего за винчивать гайки. В мелкосерийном производстве при отсутствии штампа сжатие пластин производится гайками Шпильки или болты приходится делать с припуском для последующей обрезки излишне выступающих концов.
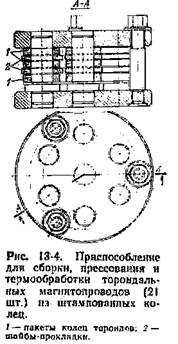
3. Магнитопроводы, скрепляемые лаком или клеем — склеиваемые. Склеивание штампованных пластин магнитопроводов, например, клеем БФ-4 или другими применяется при небольших их размерах с целью упрощения конструкции, уменьшения размеров за счет ликвидации отверстий для скрепляющих деталей (например, у тороидальных дросселей).
На рис. 13-4 изображено приспособление для сборки, прессования (на пневматическом или гидравлическом прессе) и термообработки тороидальных магнитопроводов, собранных и склеенных из штампованных колец.
д| ОБРАБОТКА ШИХТОВАННЫХ МАГНИТОПРОВОДОВ ПРИ СБОРКЕ
В процессе сборки при стыковке отдельных частей (элементов) магнитопровода необходимо обеспечить плотное их касание или получение, зазора между ними, заданного чертежом. Поэтому шихтованные части (элементы) магнитопровода для получения беззазорной их стыковки или выполнения других требований иногда подвергают механической обработке с использованием строжки, шлифования и других способов металлообработки.