10-4. ОСОБЕННОСТИ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ШИННЫХ МАТЕРИАЛОВ
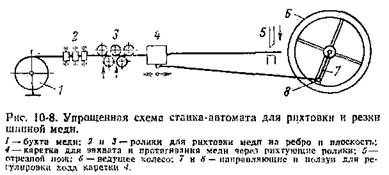
Правка и разрезка шинных проводниковых материалов. При небольших сечениях материала и массовом или крупносерийном производстве правку и разрезку материала, поступившего в виде бухт, а также длинных полос и круглых прутков, целесообразно производить на правильно-отрезных станках-полуавтоматах и автоматах (рис. 10-8).
При мелкосерийном производстве разрезка шинных материалов производится на обычных ручных рычажных или приводных ножницах и на ножных рычажных или приводных эксцентриковых прессах. Шинные материалы значительных сечений во избежание сминания в местах разрезов целесообразно разрезать на ленточных или дисковых пилах, а иногда и на горизонтально-фрезерных станках.
Навивка шинных катушек на ребро. Образование
витков катушки из шинного материала может производиться двумя способами:
1) навивка шинных катушек с изгибом шины на широкую сторону (см. рис. 10-1,6) производится на обычных намоточных станках;
2) навивка шинных катушек на ребро (см. рис. 10-1, а) производится на намоточных станках в специальных приспособлениях.
Отжиг заготовок из шинных материалов. Заготовки, поступающие на гибочные операции, должны быть мягкими, чтобы материал не лопался и не ломался в местах изгиба.
В процессе навивки и гибки шинных материалов в местах изгиба образуются местные остаточные внутренние напряжения (наклеп), вследствие чего материал становится жестким. Для того чтобы при дальнейших . операциях можно было легко растянуть витки и успешно гнуть шинные материалы для придания им необходимой формы, заготовки подвергаются отжигу.
Гибка шинных материалов, как и изготовление шинных катушек, может производиться двумя способами.
1. Гибка заготовок из шинных материалов на широкую сторону при массовом и крупносерийном производстве выполняется обычными гибочными штампами на прессах. При длинных шинах и сложных формах изгибов гибку удобно выполнять на специально спроектированных для этой цели горизонтальных прессах [З].
2. Гибка шинных материалов «на ребро» требует более сложной оснастки. Помимо формообразующих элементов приспособление должно иметь дополнительные детали, предотвращающие выпучивание, образование морщин и тем самым обеспечивающие расположение в одной плоскости элементов согнутой детали.
Для гибки шинных материалов «на ребро» известно много конструкций приспособлений, обычно устанавливаемых на прессах.
10-5. РАЗРЕЗКА ПРОВОДОВ И ОЧИСТКА ИХ КОНЦОВ ОТ ИЗОЛЯЦИИ
Разрезка. Разрезку на ножницах, прессах, станках-полуавтоматах и автоматах круглых проводов и кабелей необходимо производить посредством специальных ножей.
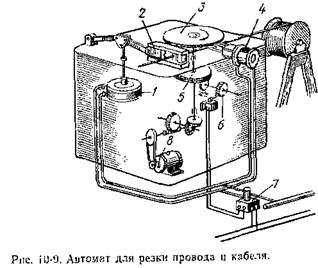
На рис. 10-9 показана схема одного из автоматов для разрезки провода или кабеля на куски. Резка осуществляется приводом от пневматического цилиндра 1 посредством ножей 2. Провод или кабель подается диском 3, который вращается электродвигателем 8. Длина куска устанавливается фрикционным вариатором 5, изменяющим число оборотов диска 6, который, замыкая контакт, воздействует на электромагнитный клапан 7, открывающий вход воздуха в цилиндр /. В момент отрезки пневмоцилиндр 4 производит торможение механизма подачи провода или кабеля. Автомат снабжен счетчиком.
Очистка концов от изоляции. Операция очистки концов состоит из двух переходов — надрезания изоляции и стягивания ее с конца. Существует много конструкций ручных инструментов, приспособлений, станков для этой цели.
Применяются приспособления, устанавливаемые на эксцентриковые прессы, различные станки, которые посредством ножей, стальных щеток и других устройств осуществляют эту операцию.
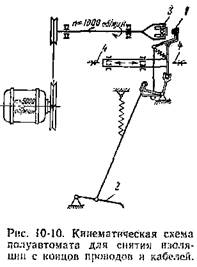
На рис. 10-10 изображена схема одного из таких полуавтоматов. Очищаемый конец провода или кабеля вставляется в зажимное гнездо /. При нажатии на педаль 2 провод или кабель зажимается в гнезде, а затем вводится в резцовую головку 3, имеющую ножи, которые надрезают изоляцию. При опускании педали зажимное гнездо 1 отходит в начальное положение, стягивая надрезанную изоляцию. Длина очищаемого конца регулируется упором 4, Если в головке резцы заменить на металлические щетки, то на стенке можно очищать эмалевую изоляцию [3, 12].
В тех случаях, когда изоляция очень прочно склеена с жилой провода, снятие изоляции с концов производится путем обжига на раскаленной электрическим током нихромовой ленте, пластине или проводе [б]. Этот способ целесообразно применять для удаления волокнистой изоляции.