В последние годы рядом организаций (УралВТИ, ВНИИАМ, ЦНИИТмаш) был проведен комплекс научно-исследовательских работ по разработке режимов восстановительной термической обработки (ВТО) длительно работавшего металла труб. Исследованиями установлено, что работоспособность поврежденного металла может быть восстановлена до уровня исходного состояния, если химический состав и загрязненность металла соответствуют требованиям технических условий, в структуре металла отсутствуют поры размером 2 мкм и более, в гибах и сварных соединениях не обнаружены недопустимые дефекты, выявляемые методами МПД и УЗК, а остаточная деформация не превышает, допустимых значений.
На основании вышеизложенного ВТИ, УралВТИ, Союзтехэнерго, ЦКТИ, ЦНИИТмаш, ВНИИАМ, ЦНИИЧМ пришли к выводу о возможности распространения методов расчета и допускаемых напряжений, указанных в ОСТ 108.031.02 — 75 «Котлы стационарные паровые и водогрейные и трубопроводы пара и горячей воды. Нормы расчета на прочность», на паропроводы, подвергнутые ВТО. Технология проведения ВТО должна соответствовать приведенному ниже «Временному положению о проведении восстановительной термической обработки паропроводов, отработавших расчетный срок службы».
ВРЕМЕННОЕ ПОЛОЖЕНИЕ О ПРОВЕДЕНИИ ВОССТАНОВИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПАРОПРОВОДОВ, ОТРАБОТАВШИХ РАСЧЕТНЫЙ СРОК СЛУЖБЫ
ОБЩИЕ ПОЛОЖЕНИЯ
- Во время эксплуатации энергоустановок при температуре 450 °С и выше в металле труб паропроводов развиваются процессы ползучести и старения, приводящие к существенным изменениям структуры и свойств металла, образованию и накоплению пор. Эти изменения приводят к недопустимому снижению работоспособности металла отдельных труб.
- Работоспособность металла длительно эксплуатировавшихся паропроводов в ряде случаев может быть восстановлена до исходного состояния путем проведения ВТО, что обеспечивает возможность последующей эксплуатации паропроводов в течение 100 тыс. ч при удовлетворительном состоянии металла и сварных соединений по результатам периодического контроля, проводимого в соответствии с «Инструкцией по наблюдению и контролю за металлом трубопроводов и котлов» (СЦНТИ ОРГРЭС, 1970).
- Настоящее Временное положение предусматривает порядок, организацию и режимы проведения ВТО и распространяется на трубы паропроводов из сталей 12МХ, 15ХМ, 12Х1МФ и 15Х1М1Ф с расчетной температурой пара 450 °С и выше, которые согласно п. 11 «Положения о порядке установления сроков дальнейшей эксплуатации котлов, турбин и паропроводов, проработавших свыше 100 тыс. ч» (СЦНТИ ОРГРЭС, 1973) не могут быть допущены к эксплуатации сверх расчетного срока службы без ремонта.
- Восстановительную термическую обработку следует считать ремонтной операцией.
- Решения о целесообразности и технологии проведения ВТО, а также о пригодности после ВТО труб к дальнейшей эксплуатации применяются экспертно-технической комиссией в составе: председателя — главного инженера РЭУ, членов комиссии — главного инженера электростанции, начальника котлотурбинного цеха, начальника службы металлов РЭУ, начальника лаборатории металлов электростанций и других специалистов по усмотрению председателя экспертно-технической комиссии.
1.6. Экспертно-техническая комиссия принимает решение о проведении ВТО на основании следующих материалов:
заключения о состоянии металла и сварных соединений, выполненного в объеме «Положения о порядке установления сроков дальнейшей эксплуатации котлов, турбин и паропроводов, проработавших свыше 100 тыс. ч»;
измерений остаточной деформации труб паропроводов в течение всего времени эксплуатации;
заключения о наличии в металле пор, согласованного с УралВТИ,
- Работы по ВТО выполняют ремонтные подразделения Главэнергоремонта с участием электростанций.
- Контроль металла до и после ВТО проводится лабораториями или службами металлов районного энергетического управления или производственного ремонтного предприятия.
- КРИТЕРИИ, ОПРЕДЕЛЯЮЩИЕ ВОЗМОЖНОСТЬ ПРОВЕДЕНИЯ ВТО ПАРОПРОВОДОВ*
- Остаточная деформация прямых труб не должна превышать: 1,5% для стали 12Х1МФ; 1,0% для сталей 15Х1М1Ф, 15ХМ, 12МХ.
- Остаточная деформация прямых участков гибов не должна превышать 0,8%.
- Фактическая толщина стенки на растянутой части гиба не должна быть менее расчетной по п. 3.2 ОСТ 108.031.02 — 75 для трубы, проработавшей 100 тыс. ч при отсутствии в ней недопустимых дефектов, выявленных методами УЗК и МПД в соответствии с действующими инструкциями.
- Размер пор, выявленных методом оптической металлографии, не должен превышать 2 мкм.
- КРИТЕРИИ, ОПРЕДЕЛЯЮЩИЕ ВОЗМОЖНОСТЬ ПРОВЕДЕНИЯ ВТО СВАРНЫХ СОЕДИНЕНИЙ
- Сварные соединения должны быть выполнены на паропроводах из сталей 12МХ и 1SXM независимо от температуры пара при любой композиции металла шва.
32: Сварные соединения должны быть выполнены на паропроводах из стали 12Х1МФ, например, электродами ЦЛ-27Б (композиция 09X1 МФБ) или, например, электродами ЦЛ-20, ТМЛ, проволокой СВ-08ХМФА (композиция 09X1МФ) и должны эксплуатироваться при номинальной температуре пара не выше 545 °С.
- При несоблюдении п. 3.2 сварные соединения подлежат переварке.
- Сварные соединения паропроводов из стали 15X1М1Ф ВТО не подлежат.
- ОЦЕНКА СОСТОЯНИЯ МЕТАЛЛА ТРУБ, ПОДВЕРГАЕМЫХ КОНТРОЛЮ ДО ПРОВЕДЕНИЯ ВТО
- Наличие пор в металле прямых труб определяется при Исследовании одной вырезки из трубы с максимальной остаточной деформацией по методике, указанной в приложении 1.
* Каждый критерий действует самостоятельно.
Наличие пор в металле гибов определяется при исследовании одной вырезки из растянутой зоны гиба с максимальной остаточной деформацией прямого участка гиба, а при отсутствии измерений остаточной деформации вырезка для исследования производится из гиба с минимальной толщиной стенки. Измерение толщины стенки растянутой части каждого гиба производится УЗД.
- Прямые трубы и гибы считаются поврежденными, если хотя бы на одном шлифе в металле вырезки из трубы или гиба обнаружены поры размером 2 мкм и более.
5. ТИПОВЫЕ РЕЖИМЫ ВТО
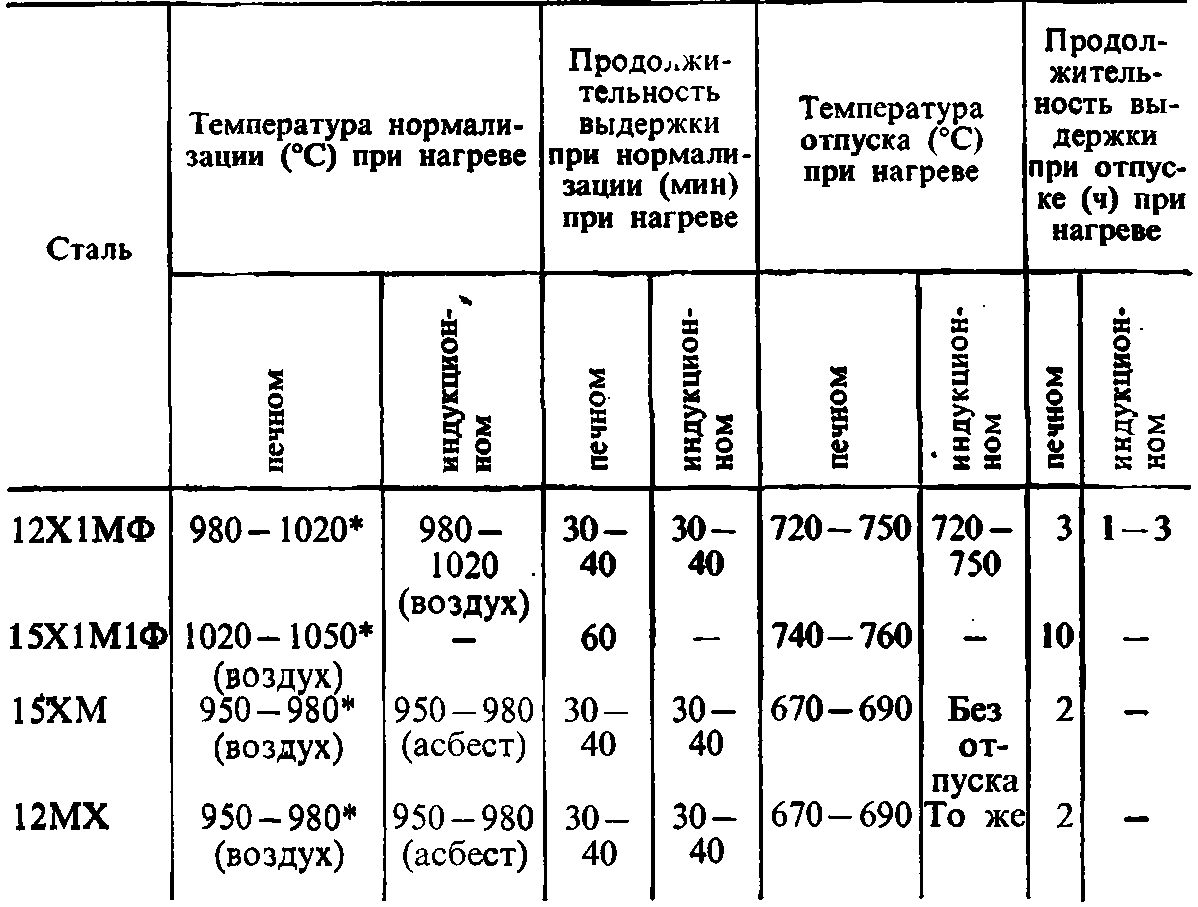
* Рекомендуется проводить охлаждение со скоростью от 80 до 800 °С/мин.
Примечания: 1. Допускается по согласованию с УралВТИ корректировка типовых режимов ВТО.
2. Методические указания по проведению ВТО приведены в приложении 2.
6. ОЦЕНКА СОСТОЯНИЯ МЕТАЛЛА ТРУБ И СВАРНЫХ СОЕДИНЕНИЙ, ПОДВЕРГАЕМЫХ КОНТРОЛЮ ПОСЛЕ ПРОВЕДЕНИЯ ВТО
6.1. Контроль структуры и кратковременных прочностных свойств неразрушающими методами (100% труб и сварных соединений).
6.2. Ультразвуковая дефектоскопия всех гибов и сварных соединений.
6.3. Исследование металла вырезок из трех труб с максимальной остаточной деформацией в объеме «Инструкции по наблюдению и контролю за металлом трубопроводов и котлов», в том числе из прямого участка гиба и трубы, исследованных до проведения ВТО.
6.4. Исследование одного сварного соединения в объеме, предусмотренном п. 13.6.6 FTM-1C-73. Результаты исследования должны соответствовать п. 13. 6.29 РТМ-1С-73.
6.5. Структура и свойства металла и сварных соединений труб, подвергнутых ВТО, должны удовлетворять требованиям технических условий на металлы и сварные соединения в состоянии поставки.
6.6. Если свойства металла труб и сварных соединений не удовлетворяют нормативным требованиям, то необходимо проведение повторной ВТО по скорректированному режиму, согласованному с УралВТИ.
6.7. В случае получения неудовлетворительных результатов при измерении твердости металла шва производятся повторные измерения твердости металла того же шва на утроенном количестве точек.
При неудовлетворительных результатах повторного испытания сварное соединение подлежит повторному отпуску (при завышенных значениях твердости) или переваривается (при заниженных значениях твердости).
После выполнения повторной термической обработки сварного соединения металл шва должен быть вновь проконтролирован.
7. ЭКСПЛУАТАЦИОННЫЙ КОНТРОЛЬ МЕТАЛЛА ПАРОПРОВОДОВ, ПОДВЕРГНУТЫХ ВТО
7.1. Периодический контроль за состоянием металла паропроводов проводится в соответствии с требованиями и в объеме «Инструкции по наблюдению и контролю за металлом трубопроводов и котлов».
7.2. До пуска в эксплуатацию паропровода, подвергнутого ВТО, должно быть произведено измерение диаметров всех труб по бобышкам; эти же диаметры принимаются за исходные.
8. ДОКУМЕНТАЦИЯ ПОСЛЕ ВТО
После ВТО оформляются акт о проведении ВТО с указанием режима и способа нагрева, заключения по результатам контроля и исследования состояния металла и сварных соединений (до и после ВТО) и акт технического освидетельствования паропроводов после ВТО.
Документация направляется в УралВТИ (в одном экземпляре).
ПРИЛОЖЕНИЕ I
Методика выявления пор в металле
Металлографический анализ металла на наличие в структуре пор производится на вырезках из прямой трубы и вершины растянутой части гиба. Исследуются три продольных образца, вырезанных преимущественно вблизи наружной поверхности трубы.
Выявление пор производится путем восьми-десятикратного повторения цикла, заключающегося в полировке и химическом травлении шлифа, погружением на 10—20 С в 4—5 %-ный раствор HNO в спирте.
металлографический анализ производится на оптическом микроскопе при увеличении в 500 раз; при этом просматривается не менее 30 полей шлифа.