РАЗДЕЛ ЧЕТВЕРТЫЙ
ПАРОТУРБИННЫЕ УСТАНОВКИ И СИСТЕМЫ ЦЕНТРАЛИЗОВАННОГО ТЕПЛОСНАБЖЕНИЯ
4.1. Проверка состояния лопаточного аппарата паровых турбин
В целях профилактики повреждений, выявления и устранения конструктивных и технологических недостатков, обнаружения и своевременной замены поврежденных элементов лопаточных аппаратов паровых турбин всем электростанциям предлагается:
1. При проведении капитальных ремонтов турбин всех типов выполнять нижеследующий объем контроля и испытаний лопаточного аппарата:
а) подробный внешний осмотр рабочих и направляющих (сопловых) лопаток всех ступеней турбины и их связей. При осмотрах обращать внимание на состояние поверхностей лопаток в местах расположения связей, кромок лопаток по всей длине, стыков стеллитовых пластинок, хвостовиков и мест переходов к перу лопатки, связей, шипов и ленточных бандажей возле отверстий. Особенно тщательно контролировать состояние выходных кромок корневой части лопаток последних ступеней низкого давления мощных турбин (130 МВт и выше);
б) дефектоскопию рабочих и направляющих лопаток ступеней,
которые имели повреждения на данной турбине или других турбинах аналогичного типа. Рекомендуется применение цветной дефектоскопии («Временная инструкция по контролю эрозионно-изношенных лопаток последних ступеней ЧНД турбин К-300-240,К-800-240 ЛМЗ и К-300-240, К-500-240 ХТГЗ методом цветной дефектоскопии» (СПО ОРГРЭС, 1977);
в) оценку вибрационной отстройки лопаток следует производить в соответствии с действующими Руководящими техническими материалами (РТМ) 108.021.03 — 77 «Нормы на вибрационную отстройку лопаток паровых турбин», утвержденными Минэнергомашем 22 ноября 1977 г.
2. Во всех случаях вскрытия цилиндров низкого давления конденсационных турбин мощностью 100 МВт и выше и теплофикационных турбин мощностью 50 МВт и выше проводить контроль по пп. 1а и 16. Если при этом планом (технологическим процессом) ремонта не предусматривается выемка ротора турбины, то проверке подлежат сопловые лопатки только верхних половин диафрагм. При обнаружении повреждений в верхних половинах должны быть проверены лопатки нижних половин.
3. При обнаружении обрывов лопаток, связей или других повреждений проточной части составляется подробная дефектная ведомость с указанием мест, характера и числа повреждений, часов наработки облопачивания и режимов работы турбины до повреждения.
Проводится также расследование возможных причин повреждений с привлечением при необходимости специализированных предприятий и организаций (заводов, институтов и т. д.).
4. Сообщать в Главное техническое управление по эксплуатации энергосистем о всех случаях поломок рабочих лопаток или значительных эрозионно-коррозионных повреждений, обнаруженных как
при аварийном останове, так и при текущем или капитальном ремонтах турбины.
5. Обеспечить постоянный контроль за эксплуатационным состоянием лопаточного аппарата и проводимыми ремонтными работами с использованием формуляра (см. приложение).
Заполнение формуляра производить следующим образом:
а) табл. 4.1 заполнять для ступеней, на которых проводятся вибрационные испытания лопаток (табл. 4.2-4.4);
б) разметку пакетов, как правило, проводить от выбитых на ободе диска букв А и Б, соответствующих пакетам № 1 и 2, и далее в направлении вращения диска. Счет лопаток в пакете вести в том же направлении;
в) методика проведения и обработки результатов вибрационных испытаний приведена во «Временных руководящих указаниях по контролю лопаточного аппарата при ремонте паровых турбин» (СЦНТИ ОРГРЭС, 1972);
г) эрозионный износ входных кромок на вершинах лопаток измерять на наиболее изношенных лопатках ступени, Рекомендуется периодически проводить измерения на одних и тех же лопатках;
д) эрозионный износ выходных кромок рабочих лопаток последних ступеней ЧНД турбин мощностью 300 МВт и выше заводов ЛМЗ и ХТГЗ оценивать но методике, изложенной в информационных письмах ЛМЗ № 26-75 от 19/1 1976 г. и ХТГЗ № 1 — 40-16/17-861 от 20/IV 1976 г.;
е) в формуляр заносить данные внешнего осмотра и дефектоскопии лопаток всех ступеней турбины и наиболее подробно данные о лопатках, для которых проводятся вибрационные испытания. Помимо этого следует фиксировать меры, принятые для устранения обнаруженных дефектов.
ПРИЛОЖЕНИЕ
Формуляр
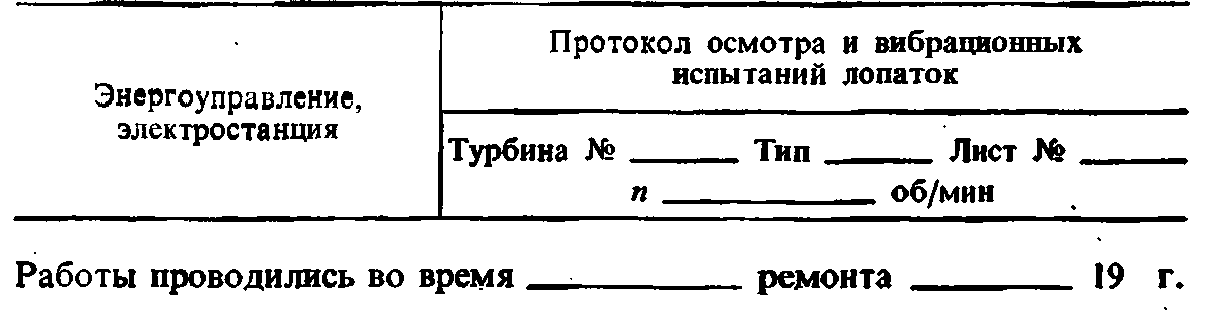
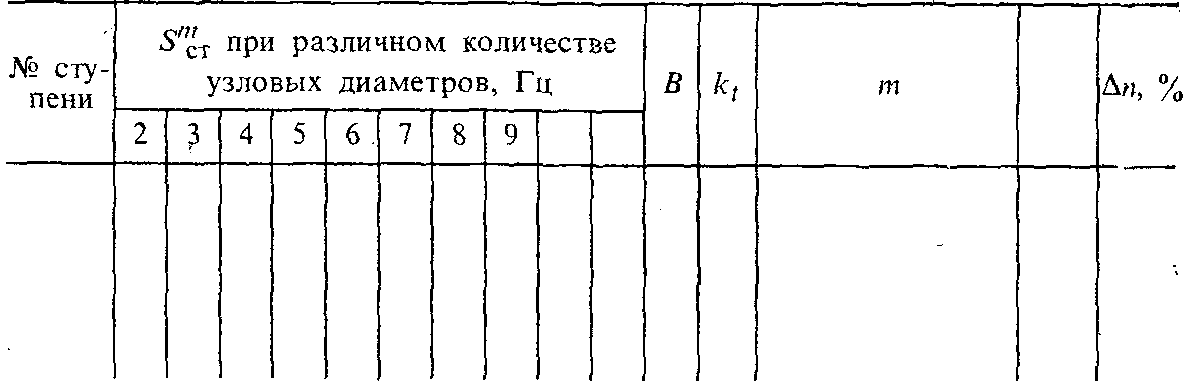
Таблица 4.1
Основные сведения о лопатках


Испытания пакетов лопаток
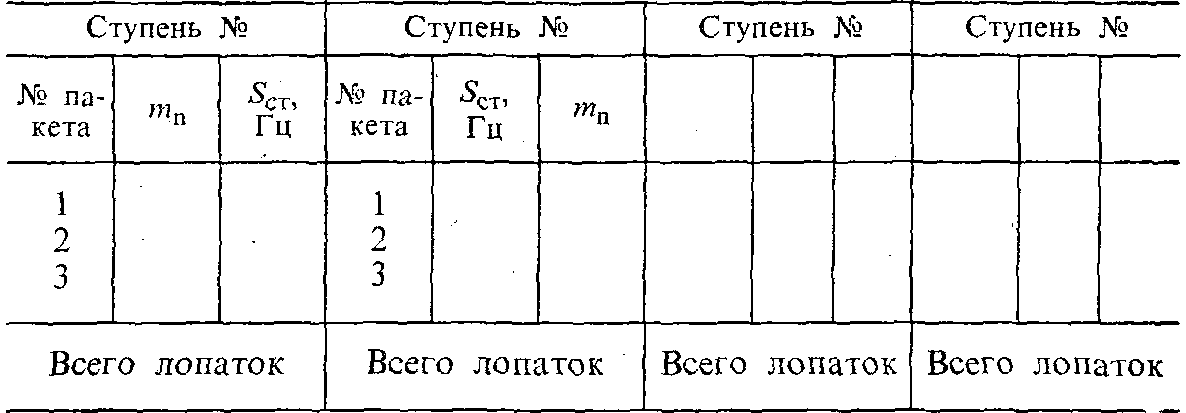
Таблица 4.3
Результаты испытаний пакетов
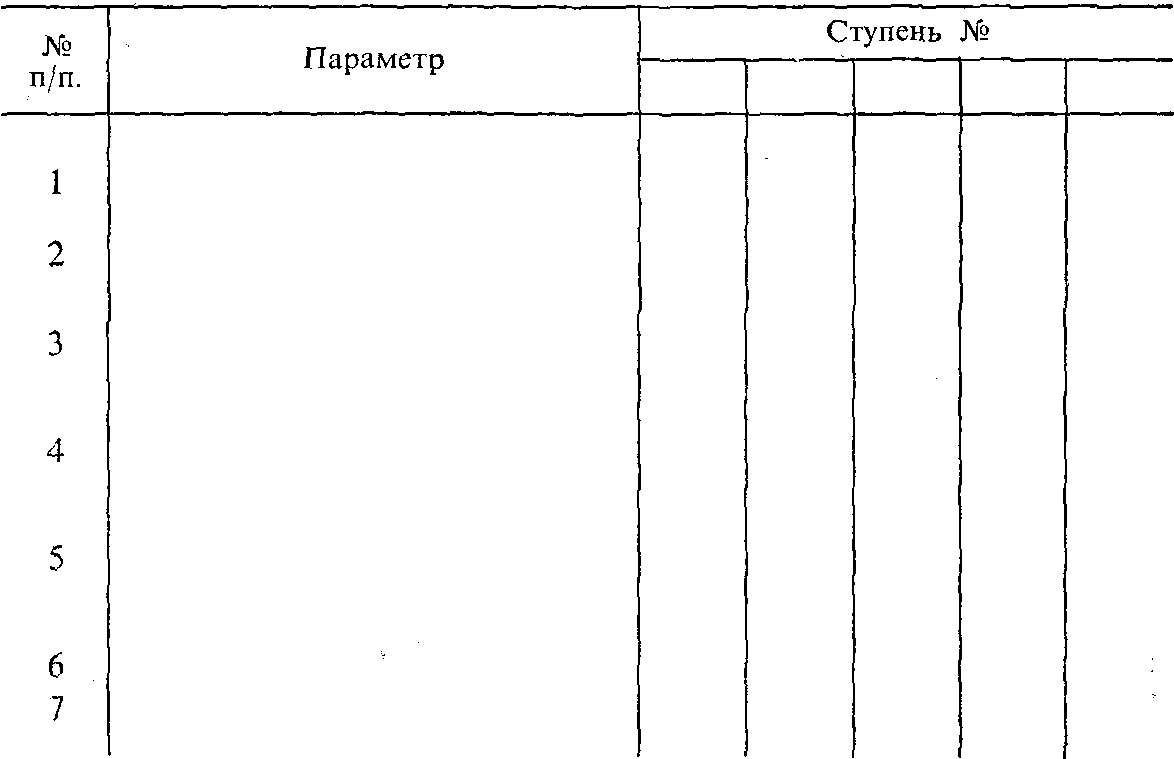
Таблица 4.4
Испытания системы диск-лопатки