Глава 16. КАБЕЛЬНЫЕ РАБОТЫ
СПОСОБЫ ПРОКЛАДКИ КАБЕЛЕЙ
После выполнения всех подготовительных работ на судне, включая работы по электрооборудованию, приступают к кабельным работам. К ним относятся: внешний монтаж и маркировка, прокладка, разводка, ввод, разделка, заземление и крепление кабелей, а также уплотнение мест прохода кабелей через водонепроницаемые переборки и палубы и внутренний монтаж (отрезка жил кабелей на нужную длину, оконцевание их, маркировка и укладка жил внутри электрооборудования, проверка комплектности и правильности штатной маркировки электрооборудования).
Внешний монтаж включает основные кабельные работы; выполнение его наиболее прогрессивными методами — главная задача электромонтажников.
Современная прогрессивная технология прокладки кабелей основана на соблюдении следующего требования: любой кабель (магистральный, смежный, местный), независимо от его длины, затягивают сразу по всему маршруту прокладки, от аппарата до аппарата, без промежуточного сматывания в бухту. До затяжки следующего кабеля его окончательно укладывают с огибанием всех углов во временные подвески или штатные скобы на всем протяжении маршрута прокладки, оставляя не уложенными концы кабелей только на длине, необходимой для разводки около электрооборудования и ввода в него. Перед затяжкой кабеля необходимо проверить готовность всех трасс от аппарата до аппарата. Затем производят затяжку и укладку следующего кабеля по длине маршрута короче предыдущего, и т. д.
Если кабель обладает пружинящими свойствами (кабели марок КНРП, КНРЭ, РМ и т. д.), то при окончательной укладке его следует временно подвязывать в местах поворотов и ответвлений трассы.
При любом способе затяжки кабелей необходимо бережно обращаться с ними, предохраняя от повреждений. При затяжке сначала в трубу протягивают проволоку диаметром 2—3 мм, к концу ее прикрепляют трос и протягивают его, а затем закрепляют за трос кабель и протягивают его через трубу до тех пор, пока кабель не появится из другого конца трубы.
Если кабель имеет панцирную оплетку, то ее вначале сдвигают по кабелю назад, обрезают конец кабеля на 100—150 мм, а потом оплетку сдвигают вперед, чтобы она оказалась длиннее конца кабеля и образовала конус; затем трос заделывают за оплетку, предварительно скрученную в жгут. Если кабель не имеет оплетки, то трос заделывают за кабель непосредственно.
Если протягивание кабеля затруднено в изгибах труб, по изгибам надо легко постучать молотком. При правильном соотношении диаметров труб и кабеля и отсутствии внутренних наплывов в трубах затяжка кабелей в трубы производится легко. При затяжке кабелей через сальники вывинчивают нажимные гайки с шайбами и надевают их на кабель в нужной последовательности. Кабель протягивают через гнездо сальника, не допуская сильного трения о кромки отверстия.
После затяжки кабеля проверяют уплотнение, вставляют нажимную шайбу и ввинчивают гайку в гнездо.
При затяжке кабелей через групповые сальники нажимные гребенки вынимают из корпусов сальников и складывают в последовательности их установки. Затем затягивают кабели рядами; вначале нижний ряд, на который устанавливают гребенку первого ряда, затем второй ряд и накладывают гребенку второго ряда и т. д., пока не затянут все кабели. Собранные гребенки свинчивают и зажимают нажимными устройствами. Кабели направляют так, чтобы они были перпендикулярны плоскости сальника на участке длиной не менее 150 мм.
Затяжка кабелей через сальниковые коробки производится беспрепятственно, так как такие коробки имеют большой просвет. После затяжки кабелей через групповые сальники и сальниковые коробки их уплотняют массой № 211 или компаундом К-126.
Завершающей операцией прокладки кабелей является их крепление. Чтобы не повредить внешние оболочки кабелей и проводов, под крепежные детали надо подкладывать защитные прокладки из прессшпана или листовой резины, загибая их концы под крайние кабели на 15—20 мм. Ширина защитных прокладок из прессшпана должна быть на 3—5 мм, а из резины на 6 мм больше ширины скобы или корпуса подвески. Толщина прокладок из прессшпана должна быть 0,6—1 мм, а из резины — 2—3 мм.
РАЗДЕЛКА КАБЕЛЕЙ И ИХ ОКОНЦЕВАНИЕ
Разводка, ввод и разделка кабелей в электрооборудовании, как правило, не получают конкретного отражения в конструкторской документации и выполняются по месту. Выполнение этих достаточно сложных работ при внешнем монтаже требует опыта и высокой квалификации. Обычно способ разводки и ввода выбирают, стараясь применять для крепления те же конструкции, что и на трассах.
Разводкой кабеля называют его укладку и крепление в районе установки электрооборудования в порядке, обеспечивающем ввод каждого кабеля в соответствующий сальник. Эта работа выполняется, если к электрооборудованию подходит много кабелей и если необходимо оставить запас по длине кабеля для его ввода. Разделывают кабели обычно до их ввода в электрооборудование. Разделка заключается в удалении излишней части длины кабеля, снятии на нужном расстоянии защитных оболочек, а также заделке при необходимости защитных оболочек одним из известных способов. Разметку разделки кабелей производят в зависимости от его типа, конструкции уплотнения и габаритов электрооборудования.
Разделку кабеля производят в такой последовательности: вскрывают электрооборудование, знакомятся со схемой и убеждаются в правильности разводки и ввода кабеля в соответствующий сальник или втулку;
для кабеля наибольшего диаметра изготовляют шаблон из отожженной стальной проволоки диаметром 2—3 мм;
делают поперечный надрез на шланговой оболочке или внешней резиновой изоляции специальным монтерским или шаговым ножом;
делают продольный надрез на шланговой оболочке или внешней резиновой изоляции на 2/3 их толщины, начиная от поперечного надреза и кончая местом обреза кабеля;
надрезанную шланговую оболочку или внешнюю резиновую изоляцию отделяют от изоляции жил и удаляют.
Заделывают панцирную оплетку следующим образом.
Проверяют правильность обрезки панцирной оплетки на длине, определяемой вводом в электрооборудование. Проверяют правильность обрезки панцирной прорезиненной ленты на расстоянии 2—3 мм от среза панцирной оплетки. Накладывают бандаж из трех слоев липкой полихлорвиниловой ленты на место среза панцирной оплетки. Бандаж на 2/3 своей ширины должен закрывать панцирь, а на 1/3 — шланговую оболочку. Затем производят контактное оконцевание введенного в электрооборудование кабеля в следующем порядке. Вначале производят подготовку к контактному оконцеванию, для чего снимают изоляцию с жил и зачищают стеклянной шкуркой токопроводящие жилы (кроме луженых). На жилы кабелей площадью сечения свыше 2,5 мм2 в. месте среза изоляции надо наложить временный бандаж из двух- трех витков медной проволоки. Если при оконцевании наконечником вследствие расплетения повива проволок жила не входит в наконечник, то на расстоянии 3—6 мм от ее конца надо наложить временный бандаж, надеть наконечник на жилу до бандажа, бандаж удалить и ввести жилу до упора в наконечник. После этого надевают маркировочные бирки на жилы кабеля площадью сечения до 2,5 мм2.
Контактное оконцевание жил кольцом производят так. Конец неизолированной жилы зачищают стеклянной шкуркой, протирают ветошью, изгибают по оправке в кольцо с диаметром, нужным для контактного винта, и лудят в электротигле. При этом резиновую изоляцию немного сдвигают, чтобы она не подгорела в расплавленном припое. Контактное оконцевание жил штырем выполняют аналогично, но не изгибают их.
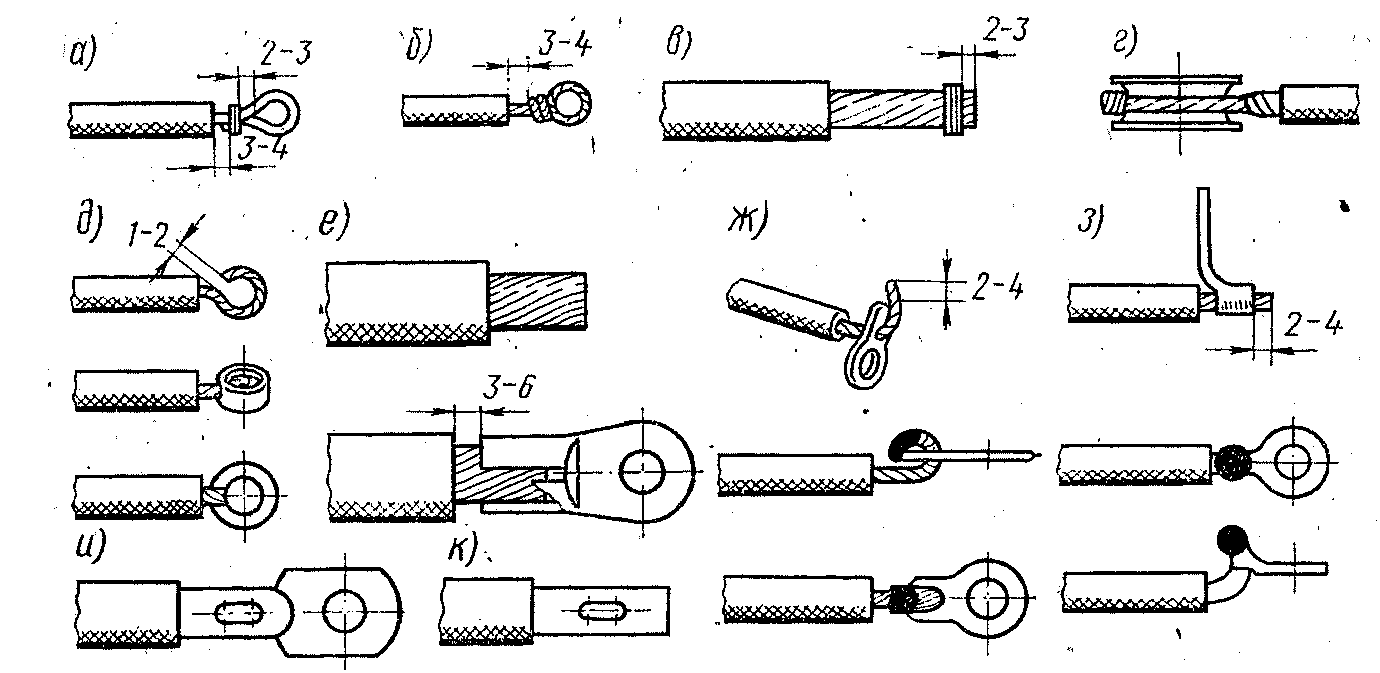
Рис. 37. Виды и способы контактного оконцевания жил кабелей:
а, б — кольцом, свернутым из жилы; в — штырем; г — наконечниками типа ВЫ; д — наконечниками типа К, П; е — наконечниками типа ГП; ж — наконечниками типа НП; з — наконечниками типа СУ; и — наконечниками типа Т; к — медными гильзами
При контактном оконцевании кольцевым наконечником жилы площадью сечения до 1,5 мм2 скручивают в направлении повива, зачищают стеклянной шкуркой, навивают на наконечник и припаивают к нему в электротигле припоем ПОС-40 (рис. 37). Если используется лепестковый наконечник, то конец жилы зачищают стеклянной шкуркой и облуживают в электротигле на длину, равную шейке наконечника. Затем надевают наконечник, слегка обжимают и припаивают в электротигле. При оконцевании кольцевым наконечником опрессовкой конец оголенной жилы скручивают в направлении повива на расстоянии 15 мм, зачищают стеклянной шкуркой и на оправке загибают в кольцо диаметром, равным диаметру наконечника. Затем кольцо вкладывают в канавку наконечника и обжимают клещами до упора, после чего переворачивают и обжимают с другой стороны.
Лепестковые наконечники и гильзы, закрепляемые опрессовкой, получили наибольшее распространение при контактном оконцевании жил. Обжимные наконечники обеспечивают надежный электрический контакт, дают значительную экономию припоя и позволяют повысить производительность труда.
Опрессовку лепестковых наконечников и гильз производят вдавливанием лунок с помощью ручных клещей на жилах площадью сечения до 10 мм2 или с помощью гидравлического пресса на жилах площадью сечения от 16 мм2 и выше. Неизолированную часть нелуженой жилы зачищают стеклянной шкуркой, обтирают ветошью и вставляют в шейку обжимного наконечника соответствующего размера. Жилы с наконечником вставляют в матрицу инструмента и производят вдавливание лунки с зажатием жилы.
При контактном оконцевании жил наконечниками, закрепляемыми сваркой, лепестковый или угловой наконечник надевают на жилу и с помощью сварочного пистолета с угольным электродом приваривают их друг к другу.
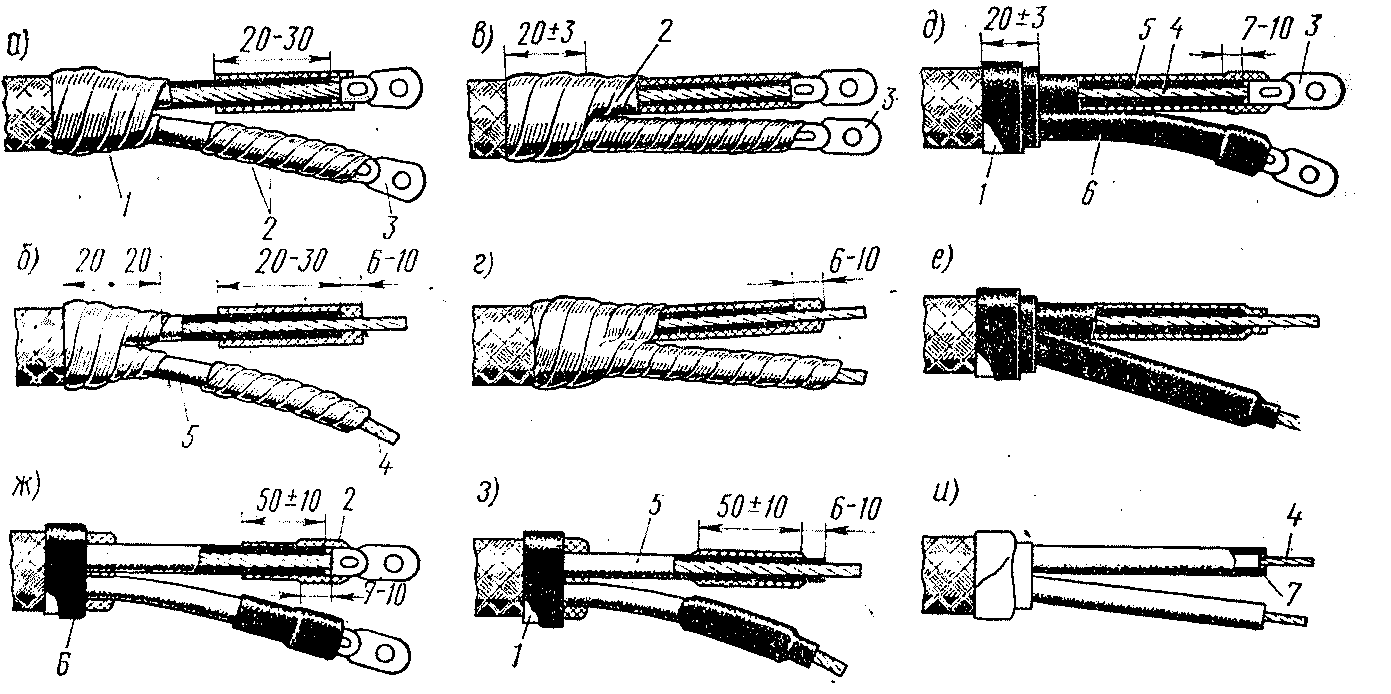
Рис. 38. Уплотнительное и защитное оконцевание кабелей:
1 — бандаж из изоляционной ленты; 2 — изоляционная лента; 3 — наконечник; 4 — жила; 5 — изоляция жилы; 6 — покрытие ИКФ; 7 — линоксиновая трубка или стеклолакоткань
Следующей операцией после контактного оконцевания является уплотнительное и защитное оконцевание — защита жил кабелей от проникновения влаги между токопроводящей жилой и ее резиновой изоляцией, между отдельными проволоками жилы в месте контактного оконцевания, а также между изолированными жилами многожильных кабелей.
Различают в основном три вида уплотнительного оконцевания: местное — для защиты промежутка между наконечником и срезом изоляции жилы (рис. 38, а—а);
местные разделки — для защиты места среза защитных оболочек кабеля (рис. 38, ж, з);
общее — для защиты промежутка между наконечником и срезом изоляции жилы, места среза защитных оболочек кабеля и изоляции жил на всем протяжении разделки (рис. 38, д, е, и).
Уплотнительное оконцевание применяют главным образом у одно-, двух- и трехжильных кабелей, имеющих контактное оконцевание штырем или лепестковым наконечником. Для уплотнительного оконцевания используют липкую полихлорвиниловую ленту, пластмассовые оконцеватели и специальные герметики (например, ИКФ). Длина уплотнительного оконцевания составляет 40—100 мм. Полихлорвиниловую липкую ленту накладывают в два слоя внахлест на половину ленты вначале к наконечнику, а затем назад. В последнее время начато внедрение эластичных пластмассовых оконцевателей-перчаток для уплотнительного оконцевания. Эти оконцеватели изготавливают в централизованном порядке литьем под давлением. Их применение упрощает уплотнительное оконцевание места среза наружной оболочки кабеля.
Защитное оконцевание производят для предохранения резиновой изоляции жил от воздействия высоких температур, света и механических нагрузок. Защитному оконцеванию подлежат жилы, подключаемые к источникам света и электронагревательной аппаратуре или испытывающие механические усилия. При защитном оконцевании на изоляцию жил, на всю их длину до среза изоляции, надевают электроизоляционные лакированные трубки из стекловолокна марки ТЛС. Внутренний диаметр защитных трубок для жил с резиновой изоляцией площадью сечения 1,0; 1,5 и 2,5 мм2 должен быть соответственно равен 4; 5 и 6 мм; для жил кабелей марки КНРТ площадью сечения 0,75; 1,0; 1,5 и 2,5 мм2 — соответственно 2,0; 2,5; 3,0 и 3,5 мм.
МАРКИРОВКА КАБЕЛЕЙ И ФИЛЬТРАЦИЯ РАДИОПОМЕХ
При маркировке на кабели в местах, предусмотренных проектом, надевают бирки с нанесенными на них соответствующими индексами. Каждый кабель, прокладываемый на судне, за исключением внутриузловых, имеет проектный индекс, состоящий из одной-двух букв, обозначающих схемную принадлежность, и нескольких цифр, показывающих порядковый номер кабеля в данной схеме.
Различают монтажную и штатную маркировку кабелей.
Монтажную маркировку выполняют до затяжки кабелей с помощью бирок или бандажей из серой изоляционной ленты, на которой чернилами наносят индекс кабеля. В зависимости от длины кабеля и сложности маршрута его прокладки монтажную маркировку делают только на концах кабеля или через каждые 3—5 м. Штатную маркировку выполняют латунными двухпоясковыми (при диаметре кабеля до 10 мм) или однопоясковыми (при диаметре более 10 мм) бирками. Штатную маркировку производят для каждого кабеля сразу же после окончательной укладки его по трассе и ввода в электрооборудование. Штатную маркировку производят в местах:
прокладки кабелей через водонепроницаемые переборки и палубы; бирки закрепляют с обеих сторон переборки или палубы на расстоянии 250—500 мм от уплотнительной конструкции;
ввода кабелей в электрооборудование — на расстоянии 50— 75 мм от сальника или втулки.
При немедленной маркировке проложенных и закрепленных кабелей исключается возможность ошибок при их подключении.
Необходимо различать маркировку кабелей и маркировку жил кабелей.
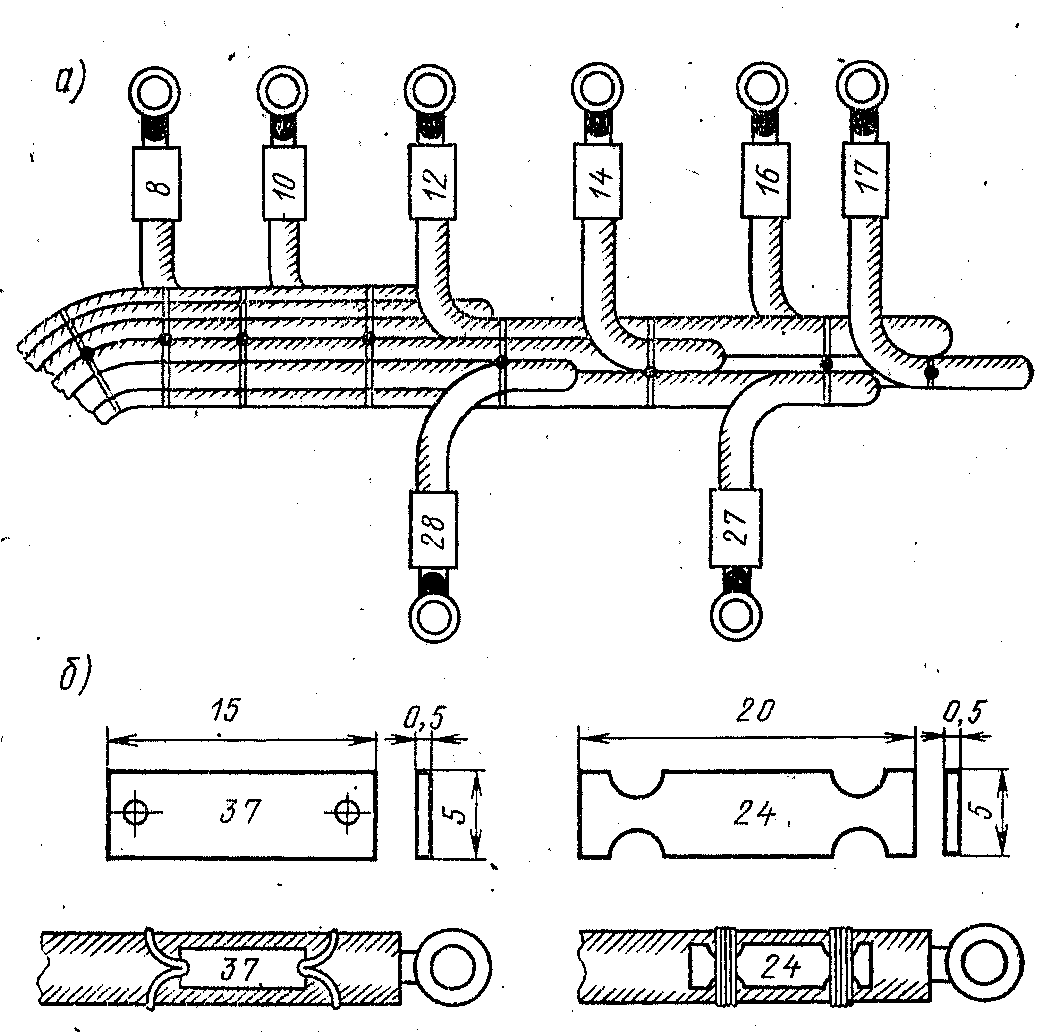
Рис. 39. Маркировка жил:
а — трубчатыми полихлорвиниловыми бирками; б — привязными пластинчатыми бирками
Маркировка жил кабелей производится после всех их оконцеваний; цель ее — исключить возможность ошибок при их подключении к соответствующим выводам электрооборудования при внутреннем монтаже, а также во время эксплуатации. Жилы многожильных кабелей маркируют в соответствии с маркировкой выводов электрооборудования или по монтажной схеме. Жилы площадью сечения до 2,5 мм2 маркируют трубчатыми полихлорвиниловыми бирками, надеваемыми на жилы до их контактного оконцевания; запасные жилы не маркируют. Жилы площадью сечения 2,5 мм2 маркируют привязными прямоугольными или круглыми бирками из фибры или пластмассы (рис. 39).
При выполнении кабельных работ следует уделять внимание фильтрации радиопомех.
Современное судно имеет приемопередающую радиостанцию, радионавигационные и другие приборы, на работу которых значительно влияют помехи от различных источников тока. Помехи радиоприему вызывают трески, шумы, свисты и другие искажения, настолько сильные, что порой прием делается невозможным. Полностью устранить помехи нельзя, но снизить их уровень и влияние можно.
При монтаже электрооборудования необходимо провести ряд профилактических мероприятий.
Различают помехи:
атмосферные, вызванные влиянием атмосферных электрических разрядов;
индустриальные — результат искрения при работе электрических машин, а также размыкания контактов под током или контактов, находящихся в плохом состоянии;
наведенные — результат наведения на приемные антенны или приемные контуры радиоприемника электромагнитных колебаний, излучаемых судовыми радиопередатчиками или радиолокаторами;
внутриприемные — следствие паразитных колебаний в контурах приемников, неустойчивого переходного сопротивления контактов и низкого качества электронных приборов.
Для снижения уровня помех применяют установку приставных или встроенных фильтров к электрооборудованию с искрящими контактами и к кабелям, входящим в радиорубки, а также прибегают к экранированию путем использования кабелей с надежно заземленными металлическими оболочками из специальной медной оплетки или свинца. Фильтр состоит из дросселя, оказывающего большое сопротивление токам высокой частоты, и конденсаторов, сопротивление которых для токов высокой частоты мало. Поэтому конденсаторы отводят помехи на корпус судна, а дроссель их не пропускает.
На судах используют несколько типов фильтров, состоящих из дросселей и конденсаторов или только из конденсаторов. Фильтры необходимо устанавливать близко к корпусу электрооборудования, соблюдая требование непрерывности экранирования.
Экранирование кабелей применяют для защиты от внешних электромагнитных воздействий на токопроводящие жилы и для предотвращения излучения ими помех. Если металлическая оплетка многократно заземлена, то наведенные помехи в экране, стекая на корпус, не окажут заметного влияния на радиоприем. Кабели, выходящие на верхнюю палубу, должны быть экранированы.