Глава 8. РЕМОНТ КОММУТАЦИОННОЙ АППАРАТУРЫ И АППАРАТУРЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ
РЕМОНТ МЕХАНИЧЕСКИХ ЧАСТЕЙ АППАРАТОВ
Механическими частями аппаратов считаются подвижные части, не относящиеся к токопроводящим элементам, — валы, оси, цапфы, втулки, пружинные устройства, рычаги и сердечники. Все подвижные механические части должны перемещаться без заеданий и перекосов и точно фиксироваться в рабочих положениях. Отклонения и неточная работа механизма считаются неисправностью. Ремонт в таких случаях сводится к устранению перекосов и заеданий, к восстановлению износившейся поверхности путем наплавки и последующей проточки и обработки до нормальных размеров. При значительных износах поверхностей, не поддающихся восстановлению, износившуюся деталь заменяют.
Необходимо заменить и ту деталь, которая оказалась сломанной. После замены и восстановления деталей ремонтируемый аппарат необходимо проверить визуально, а затем произвести рабочее испытание. При испытании Надо тщательно наблюдать за работой механических частей аппаратов и все замеченные отклонения от нормальной работы устранить.
Иногда целесообразно заменить весь аппарат в схеме, особенно малогабаритный, ремонт которого экономически не оправдан.
Особую группу неисправностей электрических аппаратов составляют нарушения их регулировки вследствие ослабления регулирующих пружин, самоотвинчивания регулировочных винтов и гаек, выпадения или поломки шплинтов и т. д. Такие неисправности устраняют восстановлением всех регулировок с последующим испытанием аппаратов на стенде. Трущиеся детали восстановленного аппарата должны быть смазаны консталином, техническим вазелином, смазкой ЦИАТИМ или ЛИТОЛ-24.
При текущем ремонте аппаратов частичную разборку, очистку деталей от смазки и загрязнений, смену изношенных контактов, устранение мелких дефектов в работе механических частей аппарата, окраску и другие работы без снятия аппарата с рабочего места производят силами судовых команд.
Поврежденные металлические детали аппаратов — контактные шпильки, оси, валики, упоры, ролики, пружины и т. д. ремонтировать нецелесообразно; их заменяют новыми. Негодные детали при разборке аппаратов не выбрасывают, а используют в качестве образцов. Детали изготавливают из латуни и стали, а пружины аппаратов — из высококачественной стали без закалки. Готовые детали покрывают защитным слоем и лудят горячим способом. Пружины, имеющие коррозию, но обеспечивающие требуемое нажатие, очищают от коррозии и окрашивают, лопнувшие пружины заменяют новыми.
Детали механизмов свободного расцепления- автоматов не разрешается подпиливать, расклепывать или перегибать. Ремонт этих деталей и узлов в основном сводится к восстановлению антикоррозионных покрытий и к регулировке отдельных элементов. Изношенные и поломанные детали, прогоревшие и изломанные гибкие соединения заменяют новыми. Для гибких соединений применяют провод марки ПЩ (провод щеточный) или медную фольгу толщиной 0,15 мм, сложенную в несколько слоев и пропаянную на концах. Можно использовать для этих же целей металлическую луженую оплетку экрана кабеля или канатики достаточной длины от отработавших свой срок щеток электрических машин.
РЕМОНТ КОНТАКТОВ
Ремонт контактов электрических аппаратов заключается в за чистке контактных поверхностей от неровностей, появившихся и результате оплавления или обгорания.
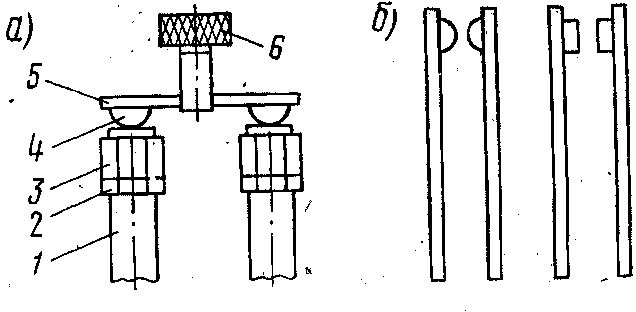
Рис. 27. Сферические и плоские контакты (а — мостиковые; б — пружинные):
1 — стойка неподвижного контакта; 2 — контргайка; 3 — регулирующая гайка плоского контакта; 4 — сферический контакт; 5 — мостик; 6 — коромысло контакта
От нагара и застывших капель металла контакты зачищают бархатным напильником. Применять наждачную или стеклянную бумагу при зачистке контактных групп запрещается. При зачистке контактов прежде всего необходимо сохранить их первоначальную форму. После зачистки надо проверить точность соприкосновения рабочих поверхностей контактов. Контакты с серебряными пластинами зачищают только в случае, если на их поверхности имеются острые оплавления. Нагар серебряных контактов зачищают замшей, смоченной в бензине. Если толщина серебряных пластинок главных контактов аппарата в результате износа составляет меньше 1,5 мм, то пластинки необходимо заменить. Пайку серебряных пластинок производят припоем ПСР-70; в качестве флюса применяют буру. Заменять серебряные контакты медными запрещается.
Контакты установочных аппаратов изготавливают из специальных композиций (серебро—графит для неподвижных и серебро— никель для подвижных контактов), получаемых методом металлокерамики. Такие контакты при нормальных для автомата токах не привариваются, и они могут длительно работать без всякого обслуживания. При эксплуатации толщина металлокерамического слоя контактов станет меньше 0,5 мм, их заменяют.
Точки конечного длительного касания сферических контактов не должны совпадать с точками их начального касания, где электрическая дуга разрушает поверхность контакта. Для изготовления таких контактов используют профильную неотожженную медь. Изготовленные контакты лудят горячим способом для предохранения от окисления.
В судовой электрической аппаратуре (контакторах и реле) иногда применяются сферические или плоские серебряные контакты (рис. 27). Сферические контакты изготавливают методом объемной штамповки. Заготовкой для них служит серебряная проволока марки СР-99,9.
При изготовлении сферических контактов необходимо выполнить следующие технологические операции: заготовку, чеканку и отбеливание. Прежде чем нарезать проволоку на заготовки, ее очищают от масла и грязи, а затем отжигают в печи при температуре 600±10°С в течение 30—40 мин, после чего охлаждают на Воздухе. Чеканку выполняют с помощью специального штампа. Затем контакт отбеливают, помещая его на 20 с в ванну с азотной кислотой, промывают сначала холодной проточной, а потом горячей водой и сушат. Поверхность контакта должна быть чистой, без пятен.
Сферический контакт сначала припаивают к мостику, а затем обжимают. Пайку производят припоем ПСР-70 с помощью газовой горелки, а в качестве флюса используют буру.