РЕМОНТ ОБМОТОК ВОЗБУЖДЕНИЯ
При эксплуатации в обмотках параллельного возбуждения могут возникнуть неисправности: обрыв проводов, межвитковое замыкание и замыкание на корпус.
Чаще всего обрыв проводов происходит в местах выхода их из катушек. В этом случае место выхода осторожно разделывают, т. е. с него снимают изоляцию, конец провода в месте обрыва зачищают и припаивают новый вывод. Затем место выхода тщательно изолируют путем приклеивания изоляции и восстановления наружной изоляции катушки. Если замыкание на корпус произошло в одной точке, то это место также изолируют и восстанавливают каркас сердечника. В случае обрыва провода внутри катушки, а также межвиткового замыкания в ней надо изготовить новую катушку. Для этого· необходимо знать марку и площадь сечения провода (диаметр) с изоляцией и без нее, число витков в слое, число слоев и общее число витков, а также размеры катушки и материал наружной изоляции катушки. Эти данные берут из паспорта машины или устанавливают при размотке старой.
Катушки могут быть каркасными или бескаркасными.
Для каркасных катушек сначала изготавливают каркас из материала, соответствующего классу изоляции (электрокартон, миканит, стеклотекстолит и т. п.). Детали каркаса склеивают лаками и сушат. Затем внутрь каркаса вставляют деревянный сердечник с центральным отверстием. Через отверстие пропускают болт, которым каркас крепят к планшайбе станка или укрепляют на вращающейся части приспособления с ручным приводом. К начальному концу проводника припаивают выводной конец катушки. Место соединения выводного конца изолируют лакотканью. Провод с помощью ленты или нитки укрепляют на каркасе и начинают намотку. Вращая каркас с помощью электропривода или вручную, наматывают первый слой катушки. Затем переходят к намотке последующих слоев. Для укрепления второго выводного конца перед намоткой последних витков провода под них подводят изолированный вывод, который закрепляют последними витками катушки. Намотав последний виток, обрезают обмоточный провод, зачищают и соединяют (припаивают) с выводом. Для предотвращения распускания витки катушки перевязывают. Для увеличения межвитковой изоляции в процессе намотки на станке под провод кладут телефонную бумагу или пленку. Это также предотвращает расслоение витков, что особенно существенно для бескаркасных катушек.
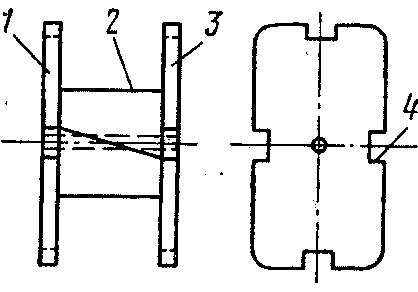
Рис. 18. Шаблон для намотки катушек
Чаще полюсные катушки изготавливают бескаркасными, наматывают на оправку (шаблон) 2 (рис. 18) из твердых пород дерева и делают разъемными для более легкого их снятия. В каждой щеке 1 и 3 оправки делают четыре выреза 4, в которые перед намоткой вкладывают хлопчатобумажные ленты для связывания витков катушки, чтобы избежать их распускания при: снятии с оправки 2. Выводные концы делают так же, как в предыдущем случае. На части катушки, которые соприкасаются с сердечником и станиной машины (торцы и внутренняя поверхность катушки), накладывают прокладки из твердого диэлектрика (картон, миканит, слюдинит), а затем катушку обматывают хлопчатобумажными, стеклянными или другими лентами.
Катушки последовательной обмотки и дополнительных полюсов у машин малой мощности изготавливают так же.
Ремонт катушек из шинной меди чаще всего заключается в замене межвитковой изоляции. Для этого катушку растягивают в виде пружины и счищают с нее старую изоляцию. Затем заготавливают прокладки из асбестовой бумаги, картона или миканита. Прокладки с двух сторон покрывают глифталевым или бакелитовым лаком и накладывают между витками. После этого катушку стягивают киперной лентой и прессуют на металлической оправке.
После проверки на отсутствие замыканий катушки изолируют микалентой или тафтяной лентой с последующей пропиткой.
В случае повреждения меди шину заплавляют с помощью газовой горелки электролитической медью марки M1. Иногда шинные обмотки наматывают непосредственно на изолированный сердечник полюса.
РЕМОНТ ОБМОТОК СТАТОРА И РОТОРА
В зависимости от характера неисправности и состояния обмотки статора производят его частичный ремонт или полную перемотку.
Частичный ремонт производят, если повреждения носят местный характер: повреждение изоляции на лобовой части одной или нескольких катушек, обрыв проводника при выводе из катушки, распайка межкатушечных соединений в лобовой части, выход из строя одной или двух катушек. У двигателей малой мощности, где применяются провода с небольшой площадью сечения, частично заменить катушки почти не удается, особенно у двухслойных обмоток, так как при подъеме из паза целая сторона катушки обычно разрушается. Если повреждена изоляция на лобовой части обмотки, то это место осторожно разделывают, промазывают клеящим лаком и изолируют хлопчатобумажной или другой лентой, оборванный проводник зачищают и припаивают, а затем изолируют. Распаянные межкатушечные соединения восстанавливают. Негодные катушки заменяют новыми.
При полной перемотке обмотки статора необходимо записать шаги по пазам, число проводников (витков) в катушке, число катушек, площадь сечения провода с изоляцией и без нее, тип обмотки, а также изоляцию пазов и лобовой части обмотки и снять размеры катушки. Для облегчения выемки обмотки изоляцию выжигают, для чего статор помещают в печь и при температуре 400°С выдерживают до полного выгорания изоляции. У машин с алюминиевой станиной этого делать нельзя, так как последняя деформируется. В этом случае через обмотку пропускают ток от источника низкого напряжения (сварочный трансформатор, машина) и, нагревая обмотку, выжигают изоляцию и удаляют ее из пазов. Пазы и обмоткодержатели очищают от остатков изоляции, покрывают лаком и просушивают на воздухе.
Разборка обмоток статоров, особенно с полузакрытыми и полуоткрытыми пазами, затруднительна, так как катушки прочно склеиваются со стенками паза.
Изоляцию пазов статора обычно выполняют трехслойной (картон, лакоткань, картон) или однослойной с применением пленкокартона или изофлекса.
Катушки из провода круглого и прямоугольного сечения также наматывают на универсальные шаблоны, как и у машин постоянного тока.
Так как в обмотках статоров машин переменного тока соседние катушки соединяют последовательно, для того чтобы уменьшить число паяных соединений, катушки наматывают на одном шаблоне целыми группами без разреза провода.
При отсутствии провода нужных марки и площади сечения его можно заменить другим, такого же класса изоляции. Вместо одного провода можно поставить два равных заменяемому по суммарной площади сечения, но при этом ухудшается коэффициент заполнения паза, и катушки труднее уложить в паз. Площади сечения заменяющих проводов должны быть равными, так как при постановке проводов с разной площадью сечения более тонкий будет перегреваться. У параллельных проводов токи распределяются поровну, а не пропорционально площадям их сечения, так как индуктивные их сопротивления будут равны, а именно эти сопротивления в данном случае в основном определяют значение тока.
Обмотку из мягких катушек укладывают в пазы статора согласно схеме (при этом удобно пользоваться торцовой схемой). У однослойных обмоток обе стороны катушки сразу укладывают в пазы. У двухслойных только одну сторону укладывают в нижнюю часть паза, а вторая находится в расточке статора до тех пор, пока не будут уложены все конечные стороны на расстоянии, соответствующем шагу, затем опускают в пазы верхние стороны (начальные). Каждую сторону катушки после укладки в паз осаживают с помощью топорика фибровой пластины или молотка. После осаживания обмотки в паз вставляют обратный металлический клин, а с противоположной стороны забивают деревянный клин. В лобовых частях между катушками ставят прокладки из лакоткани. Затем с помощью иглы и шпагата бандажируют (увязывают) лобовые части обмоток. При этом с помощью фибровой прокладки молотком осаживают лобовые части обмоток.
Характер ремонта ротора зависит от его типа. На судах применяют асинхронные двигатели с обмотками роторов в виде «беличьей клетки», залитой алюминием или изготовленной из медных стержней, сваренных с кольцами, а также обмотками фазы. Наиболее широкое распространение получили алюминиевые обмотки короткозамкнутых роторов («беличьи клетки»). У этих обмоток неисправности (обрыв стержней в пазу) встречаются очень редко. Их устраняют перезаливкой обмотки на специальной установке под давлением.
Небольшие трещины в «беличьей клетке» можно запаять, разделав трещину в виде ласточкина хвоста. Перед пайкой края трещины очищают и нагревают паяльной лампой до температуры от 400 до 450°С, а затем, прикасаясь палочкой припоя (олово — 63%, цинк — 33%, алюминий — 4%), наплавляют ее.
У роторов со сварной клеткой чаще всего обрываются стержни в пазах, па выходе из них и в месте соединения с кольцом. Такие роторы применяют в основном для двигателей иностранных марок и многоскоростных двигателей. При обрыве стержней в пазах их отпаивают от колец и извлекают из паза. Снятый стержень заменяют новым из того же материала и той же площади сечения или сваривают, обрабатывают и снова ставят на место. В местах соединения с кольцом стержни сваривают или припаивают твердым припоем.
Ремонт обмоток фазовых роторов аналогичен ремонту обмоток статоров и якорей машин постоянного тока, а роторов синхронных машин — ремонту обмоток возбуждения машин постоянного тока.