При вращении якорей (роторов) электрических машин под действием центробежной силы обмотка может быть выброшена из пазов, если она не закреплена. В полузакрытых пазах обмотка крепится клиньями. Их изготовляют из твердых пород дерева (дуба, бука, березы) или текстолита и гетинакса для машин с изоляцией классов А, Е, В и из стеклотекстолита для машин изоляции классов F и Н.
В открытых пазах обмотку крепят также клиньями или бандажами, лобовые части обмотки крепят только бандажами. Бандажи изготовляют из стальной луженой проволоки или стеклянного волокна марок ЛСБ-В и ЛСБ-F. Первая применяется для машин с изоляцией классов А, Е и В, а вторая — с изоляцией классов F и Н. В качестве связующего лучшие результаты дает эпоксидный лак ЭТР-5.

Рис. 19. Крепление бандажа
Диаметр и количество рядов бандажей из проволоки или стеклянного волокна определяются расчетом; новые бандажи должны быть аналогичны снятым. Крепление проволочных бандажей (рис. 19) производится с помощью замковых скоб 3 и 4, устанавливаемых на концах проволоки, и промежуточных 2 (не менее шести), которые устанавливают равномерно по длине окружности бандажа. Намотку бандажей производят на специальных бандажировочных станках или на обычном токарном станке с натяжным устройством, которое крепится на резцедержателе станка. При намотке бандажа в судовых условиях или в цехах, где станки не имеют натяжного устройства, соответствующее натяжение можно создать, подвесив груз на конец проволоки, перекинутый через систему блоков; можно также пропустить проволоку через два ролика, между которыми вешают определенный груз, а с конца, противоположного бандажу, проволоку затормаживают. Перед намоткой бандажа укладывают подбандажную изоляцию 1. Затем закрепляют конец проволоки на стали якоря (ротора), для чего наматывают несколько витков с небольшим натяжением и начинают намотку бандажной проволоки на место, как правило, от стали к коллектору. После наложения двух- трех витков начальную замковую скобу 3 отгибают и ее конец прижимают последующими витками. На концевой скобе 4 делают петлю, в которую пропускают конец проволоки. Конец скобы прижимают предпоследними витками. После намотки бандаж тщательно пропаивают за минимальное время. Это необходимо во избежание перегрева подбандажной изоляции. Затем бандаж очищают от флюса и протирают ветошью, смоченной в бензине.
Бандажи из стеклянного волокна накладывают на якорь, нагретый до температуры около 100°С.
Перед сборкой машины вращающиеся части ее должны быть отбалансированы Различают статическую и динамическую балансировку.
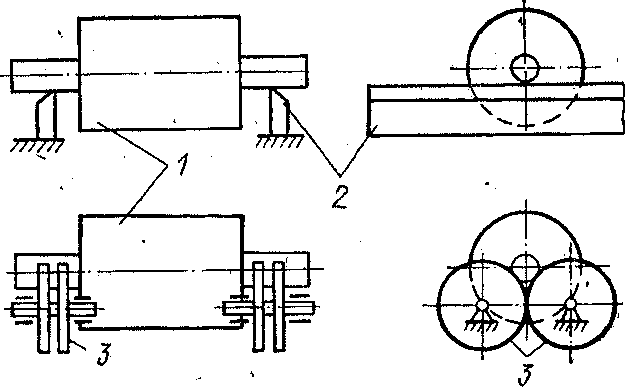
Рис. 20. Статическая балансировка якорей и роторов
В соответствии с Правилами Регистра СССР и Речного Регистра РСФСР все якоря (роторы) должны подвергаться статической балансировке, если были произведены полная или частичная замена обмоток, ремонт или замена вентиляционных крылаток, перемотка бандажей, ремонт коллектора (контактных колец), вала, полумуфт, шкивов и т. п. Статическую балансировку производят на двух строго горизонтальных и параллельных призмах 2 или роликах 3 (рис. 20),. что позволяет совместить центр тяжести балансируемой детали 1 с осью вращения. Чем меньше поверхность соприкосновения вала с призмой (роликом), т. е. чем острее вершина призмы (ролик), тем точнее балансировка. Однако при тонком ребре призма может врезаться в вал. Длина призм принимается равной 3—4 длинам окружности вала.
Для балансировки якорь (ротор) перекатывают по призмам (роликам) легким подталкиванием и замечают, в каком положении он останавливается. Если остановка происходит в различных положениях, то балансировка удовлетворительна. Если же якорь (ротор) останавливается каждый раз после перекатывания в одном и том же положении, т. е. одна и та же точка находится внизу, то балансировка неудовлетворительна. В этом случае нижняя часть тяжелее верхней, поэтому нужно к верхней прикрепить такой груз, чтобы якорь (ротор) занимал различные положения при остановке после перекатывания. При балансировке обычно устанавливают временные свинцовые грузы по возможности дальше от оси вращения, так как в этом случае они будут меньше по массе. Можно добиться балансировки и уменьшением массы более тяжелой части, для чего высверливают отверстия в массивных частях (крылатках, обмоткодержателях, барабанах и т. п.). Сквозных отверстий обычно избегают, так как это может вызвать дополнительные шумы. После балансировки временные грузы снимают, на их место устанавливают постоянные стальные, равные по массе временным, крепят их болтами или сваркой, и балансировку производят снова. Обычно грузы крепят к крылатке вентилятора или другим частям, имеющим большой диаметр.
У Отдельных современных машин с торца якоря (ротора) имеется специальный кольцевой паз, в котором устанавливают грузы.
Динамическая балансировка производится для быстроходных машин и машин с относительно длинными якорями (роторами), так как. в этих случаях статическая балансировка не дает желаемого результата.