Для проверки соосности подшипников турбины и совмещения их оси с продольной осью агрегата через спиральную камеру и оси подшипников горизонтально натягивается струна. Правильность установки струны по центру спиральной камеры проверяется штихмассом с микрометрической головкой. Высотная проверка подшипников в этом случае является предварительной.
Установку корпусов подшипников необходимо производить с закрепленными фундаментными плитами на хорошо зачищенную и проверенную по уровню поверхность фундамента. Поперечные оси подшипников определяются замерами от оси спирали и наносятся на фундаменте. Затем в соответствии с этой разметкой устанавливаются корпуса подшипников, высотное положение которых регулируется металлическими подкладками, заложенными под фундаментные плиты.
Толщина подкладок должна быть не менее 40—50 мм для обеспечения возможности подливки плит бетоном.
Центровка корпусов подшипников турбины относительно продольной оси агрегата производится по расточкам для вкладышей. Процесс замера штихмассом положения струны в корпусе подшипника показан на рис. 10-5. Разница размеров а, b и с между собой должна быть не более 0,2—0,3 мм.
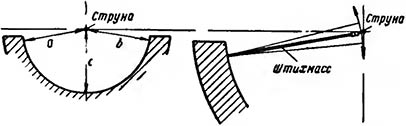
Рис. 10-5. Проверка подшипников относительно оси агрегата.
По окончании проверки корпусов подшипников фундаментные болты раскрепляются в своих штрабах так, чтобы они были расположены вертикально в центре отверстия плиты и не могли сместиться при бетонировании. Затем производится бетонирование фундаментных болтов, а также опорных балок спиральной камеры и отсасывающей трубы, если они не были забетонированы ранее.
4. МОНТАЖ НАПРАВЛЯЮЩЕГО АППАРАТА
В зависимости от условий строительства и наличия грузоподъемных средств монтаж направляющего аппарата может производиться раздельной установкой деталей его на место либо установкой блока из спиральной камеры и направляющего аппарата, собранного заранее на монтажной площадке.
Монтаж направляющего аппарата в проектном положении, а также укрупнительная сборка его на монтажной площадке выполняются в следующем порядке. Стаканы осей лопаток заранее собираются с их уплотнениями, состоящими обычно из резиновых манжет и зажимных колец, устанавливаются на место в переднюю крышку турбины с резиновыми прокладками под их фланцы и предварительно закрепляются болтами. Наружное кольцо лабиринтного уплотнения рабочего колеса устанавливается на крышку и крепится. После сборки передняя крышка с наружным кольцом лабиринтного уплотнения и стаканами лопаток устанавливается на место и закрепляется болтами. Уплотняется крышка на спиральной камере свинцовым суриком и резиновым шнуром. Затем устанавливаются все лопатки направляющего аппарата в закрытом положении, на место ставится задняя крышка турбины с запрессованными втулками и крепится предварительно несколькими болтами. Задняя крышка уплотняется также свинцовым суриком и резиновым шнуром. Проверяется легкость поворота лопаток направляющего аппарата, отсутствие защемления их во втулках крышек, после чего задняя крышка окончательно закрепляется болтами.
Зазоры между торцами лопаток и крышкой турбины должны быть равномерными с обоих сторон и находиться в пределах 0,2—0,6 мм. Проверяются они с помощью щупа и регулируются затягиванием болтов фланца стакана. Зазоры между лопатками в закрытом положении не допускаются.
Рычаги фиксируются на осях лопаток штифтами. С помощью регулирующего кольца лопатки поворачиваются в положение полного открытия, и замеряется величина максимального открытия направляющего аппарата по каждой лопатке. Далее монтируется система смазки всех направляющих лопаток и цапф рычагов.
Установка опоры рычага регулятора и соединение регулирующего кольца со штоком сервомотора производятся через регулирующую тягу и рычаг после установки на место автоматического регулятора скорости. Соединение регулирующего кольца с сервомотором должно выполняться с натягом в 3—5 мм.
При предварительной сборке спиральной камеры с крышками турбины и направляющим аппаратом на монтажной площадке заранее на выкладках устанавливается в проектном положении спиральная камера, после чего на ней собираются крышки турбины и направляющий аппарат в том же порядке, как и при монтаже на месте установки. Полностью собранный блок проверяется с составлением формуляра зазоров в направляющих лопатках. Затем блок устанавливается на место и выверяется на опорных балках аналогично спиральной камере, монтируемой отдельными элементами.